La construction de la voilure devrait débuter au printemps 2015.
3 mai 2019 (les dates ci-dessous en italique sont antidatées sur la base de mon livre de construction, suite à l'impossibilité de mettre à jour, faute de temps)
10 octobre 2018
Hem... il faut être modeste quand on planifie, ou alors ne pas se mettre de pression... J'attaque cette partie 3 ans après l'avoir prévu.
Oublions.
La voilure de la Souricette est relativement simple:
On va commencer par le pièce maitresse: le longeron. Le longeron est constitué sur l'extrados d'une semelle en PO (une pièce d'épaisseur constante et un renfort contrecollé biseauté à chaque extrémité) , de la même chose à l'intrados. Ces deux semelles sont réunies sur chacun des côtés par une âme en CTP aviation de 2.5mm. A l'intérieur, on trouve un bloc de frène à l'emplanture, un bloc "central", également en frène, à l'emplacement de l'accroche du hauban, et une série de diaphragmes en PO dont certains sont allégés par des orifices circulaires. Le tout est collé à la Résorcine Formol.
Mais avant de démarrer la constructoin proprement dite, il faut valider le bois. La liasse prévoit deux tests sur éprouvettes pour le bois utilisé pour les semelles:
Le test en flexion ne nécéssite pas de matériel particulier (éprouvette cassée à la main).
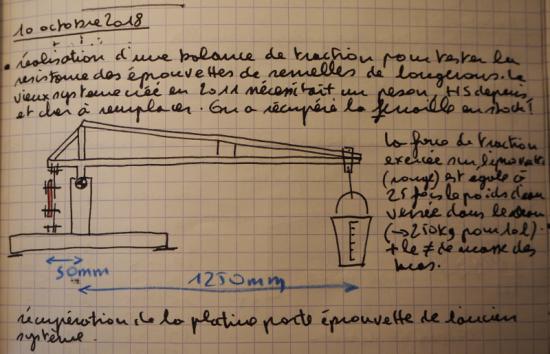
Par contre pour faire le test en traction il faut un dispositif. J'avais fait un banc un axe il y a plusieurs années avec un cric et un dynamomètre. Hélas, ce dernier de fabrication chinoise de mauvaise qualité n'a pas supporté de rester au repos. Impossible de le faire marcher. N'ayant pas réussi à retrouver le même à vil prix, j'ai conçu une balance en acier solidement fixée sur mon établi (en chevrons de 80mm d'épais...). Le côté court du fléau tire sur une platine coulissante sur laquelle j'installe l'éprouvette. A l'extrémité du côté long (x25) j'accroche un seau que je remplis d'eau avec un pot gradué. Comme le rapport est de 25, si je mets 10l dans le seau, je tire 250kg sur l'éprouvette. Si la partie amincie de celle ci fait, disons 5mm de côté, j'ai 25mm². SI elle tient, je valide 10kg/mm². Il faut donc verser au moins 5l sans que ça casse...
Il est à noter que la concveption de ma platine est telle qu'il n'y a qu'un seul degré de liberté: longitudinal. Or sous la traction, compte tenu de l'anisotropie du bois, des charges transverses apparaissent dans l'échantillon. Ces charges se trouvent contraintes puisqu'il n'y a qu'un seul degré de liberté. La partie faible de l'échantillon subit donc plus de contraintes, ce qui la place dans une ambiance plus contraignante qu'avec un dispositif acceptant la torsion axiale, par exemple. Le test est donc plus exigeant, ce qui ajoute une marge supplémentaire. A cette marge s'ajoute celle de la différence de masse entre le côté long du fléau et celle du côté court. On a donc vraiment un test "au pire". C'est rassurant car tout ce qui touche au longeron est VITAL.
Voici un croquis du dispositif tiré de mon livre de construction:
13 octobre 2018
On commence par tester le bois des semelles. C'est une étape critique pour la sécurité. Le bois était emballé et stocké sous plastique rigide dans mon atelier depuis juin 2014, sans avoir été déballé depuis. J'ai 7 pièces de 4800mm pour 8 semelles (2x 2semelles externes de 4200mm + 2x2 semelles internes de 2200mm). Je dois donc choisir les 6 plus belles pièces. On commence par un examen visuel basé sur les critères suivants:
On examine les quatre faces. Je sélectionne les 6 plus beaux morceaux (le 7e est légèrement vrillé etil y a un changement de direction de fibre assez important sur un bout. Par acquis de conscience, je vérifie les épaisseurs au palmer en plusieurs endroits. La cote est extrêmement régulière (même pas 1/10 de variation sur 4800mm...
28 octobre 2018
Préparation des éprouvettes. Chaque pièce de semelle est associée à deux paires d'éprouvettes: une pour le test en flexion et une pour le test en traction. On prend une éprouvette à chaque bout. Les éprouvettes en flexion sont constituées de petits blocs de 130x10x5mm. Les éprouvettes en traction sont constituées de petits blocs de 130x20x10mm. On pratique à la scie à chantourner deux encoches circulaires sur les flancs, opposées, et une encoche circulaire sur le dessus de façon à créer un amincissement progressif au centre selon les deux plans (largeur et épaisseur). La cote de la partie amincie est mesurée au pied à coulisse au 1/10 et la surface en test calculée. chaque éprouvette est numérotée, et datée.
Comme indiqué plus haut, les tests en flexion sont réalisés par casse à la main. On mesure la longueur de la fracture. J'obtiens des longueurs de fractures toutes supérieures à 25mm, soit 5 fois l'épaisseur.
Les tests en flexion sont réalisés sur la balance. Voici une image de l'éprouvette en place sur l'appareil.

Je teste ainsi les 16 éprouvettes en traction. Toutes mes éprouvettes passent le test sans problème, avec des valeurs s'étageant de 5,40kg/mm² à 8,5 kg/mm². Les éprouvettes testées sont archivées. (la traction est arrêtée dès que l'on entend "geindre" l'éprouvette, ce qui arrive avant qu'elle ne se rompe. Il recommande d'utiliser le bois le plus performant pour la partie la plus contrainte en compression, soit l'extrados. Il indique que dans le calcul, la résistance à la compression a été considérée comme la moitié de celle à la traction.
1er novembre 2018
Conversation téléphonique avec le concepteur pour mieux connaître les efforts dans le longeron, afin de sélectionner les pièces les plus performantes pour les parties les plus contraintes. Il m'indique que la valeur de 5kg/mm² est très conservatrice, garantissant une marge importante. Si mon dispositif d'essai avait laissé l'éprouvette bouger selon deux degrés de liberté au lieu d'un seul, les performances auraient été encore meilleures. Suivent plusieurs considérations générale sur le longeron:
Je prend donc en compte tous ces éléments pour affecter mes pièces aux différentes parties des longerons. Les biseaux des semelles internes sont tracés.
28 novembre 2018
Les biseaux des semelles internes sont dégrossis à la scie à ruban (1mm au dessus de la cote) puis affinés au rabot de paume. Comme le bois est très beau, ça se fait sans problème et on soulève des copeaux fins comme du papier. Un vrai régal. On finit avec une ponceuse orbitale avec un grain assez fin (180). Toutes les pièces sont ensuite emballées dans du papier pour éviter des attaques parasitaires. Bien entendu, on ne les traite pas. On le fera à la fermeture, avant collage de la dernière âme.
20 janvier 2019
On taille les âmes en CTP aviation ep 2,5mm. il n'y a pas beaucoup de marge compte tenu de l'affectation des pièces à réaliser dans une plaque (2500x1200). Au début, on coupe au tranchet, guidé sur une règle inox de tapissier fixée avec des serre-joints. On obtient de bons résultats, mais c'est long et fatigants (15 à vingt passages pour obtenir la coupure). Finalement j'utilise ma scie sauteuse avec du scotch de peintre pour éviter les éclats. J'obtiens plus aisément de bons résultats: moins d'un mm d'ondulation sur toute la longueur. Le côté coupé est rectifié au rabot de paume. Je laisse 1mm d'excès. On ajustera juste avant l'assemblage. Comme il fait froid dans l'atelier, la réalisation des entures attendra l'arrivée ds beaux jours.
9 & 15 février 2019
On taille les débits pour les blocs d'emplanture et de renfort d'attache des haubans (centre). Utilisation d'un patron (scan de la liasse) après vérification au pied à coulisse de l'exactitude des dimensions (déformation du papier, rapport de scan...). Puis les débits sont taillés à la scie à ruban. Ma lame, un peu profonde, ne permet pas de prendre les courbes imposées. Il faudra finir à la main. On est 2mm à l'extérieur de la cote prévue. C'est un tavail rendu délicat par la densité et la dureté du frêne qui s'avère quasiment aussi dur que du chêne.
24 février - 18 mars 2019
Fabrication du premier bloc. Comme dit plus haut, impossible de chantourner directement à la scie à ruban (et encore moins à la scie à chantourner qui n'est pas assez puissante pour prendre 5cm de frêne...). On part d'une surface de référence pour tracer en détail la forme du bloc et la position des trous d'allégement. On commence par ceux-ci en suivant la séquence suivante:
La phase suivante est la réalisation de la courbe concave du bloc. On dégrossit avec une série de petits traits de scie à ruban jusqu'à un mm du trait. Puis on reprend la technique ci-dessus (rape, puis ponceuse oscillante). Il faut bien quatre heures de travail pour faire un bloc. il y en a quatre en tout...
Voici à quoi ressemble le bloc central de renfort d'acroche de hauban.

22-25 mars 2019
Taille des diaphragmes. Ces pièces sont rectangulaires, et également percées de trous d'allégement, pour la plupart. Elles sont en PO, donc beaucoup plus faciles à travailler que les blocs de frêne. Celles d'épaisseur 10mm sont directement coupées dans les chutes des semelles. Celles d'épaisseur 5mm également, puis refendues à la scie à ruban en s'aidant d'un bloc bien perpendiculaire qu'on utilise comme guide. Les trous sont dégrossis à la scie à chantourner, puis terminés à la ponceuse oscillante.
Les pièces du longeron sont maintenahnt toutes terminées. Il restera à enturer les âmes avant l'assemblage final. Toutes les pièces sont vérifiées, et numérotées.
Dans un autre domaine de la voilure, un copain m'avait fait les nervures en mousse coupées au fil chaud. Je les sors de leur carton pour vérifier tout ça. Les nervures d'aileron et de bord de fuite sont impeccables. En revanche, celles du bord d'attaque et du corps central sont toutes de travers. Je vais devoir les refaire, ce qui veut dire qu'il va falloir que j'apprenne la technique de coupe au fil chaud (et qu'en plus, je me construise un appareil qui le fasse bien). Encore du temps de gagné... Mais je m'en moque. Je n'ai jamais regardé ma montre à l'atelier, sauf quand j'ai un collage en route. le papier a pénétré le joint de colle
En fait de collage, je vérifie l'ancienneté de mon pot de colle résorcine formol: un peu plus d'un an. Je n'ai plus la garantie de performances optimales. Donc je recommande un nouveau pot. Mon longeron sera collé avec de la colle neuve. C'est plus sérieux.

Au fond, les quatre blocs. Au millieu, les diaphragmes posés sur les âmes. Triangles: éprouvette de mesure d'épaisseur de trait de coupe pour la coupure future des blocs avant recollage. Devant (sous papier/scotch rouge) les semelles.
09 juin 2019
En avril, j'ai réalisé le chantier de montage du longeron. C'est un point délicat. il s'agit de réaliser une surface de 4200 x 200mm parfaitement plane, Et sur ce plan, il faut en créer un autre qui lui soit perpendiculaire sur toute la longueur. Je ne pouvais m'installer directement sur mon ancien chantier qui commence à être abîmé. J'ai d"écidé de me servir de celui-ci comme d'une base, car il est assez lourd et stable. JU'y ai installé une planche de CTP e 28mmm aligné sur des cales vissées dans le chantier.Voici le premier plan horizontal. Comme mon longeron fait environ 4200mm de long, je pense qu'il faut un maximum de 100mm entre les différents points de serrage. Les quelques serre-joint dont je dispose serrent de travers (il dévient sur le côté). Il faudrait donc acheter 40 serre-joint. S'ils sont de qualité, il faut compter environ 8-10 € par pièce. On est dans une affaire à 400 €... Je vais donc me construire des presses. Pour constituer mon plan vertical de référence, je vais aligner une quarantaine de blocs taillés parfaitement à 90°, et en même temps; chaque bloc aura une fonction de presse. Je vais m'inspirer du dispositif que j'ai utilisé pour le fuselage qui avait bien marché. Voici le principe:

On répète donc quarante fois l'exercice en prenant bien soin d'aligner les blocs. On obtient à peu près ceci:

On remarque les petites cales qui vont être placées entre le levier et les pièces à serrer. Le petit morceau en demi-cylindre permet au levier de changer de position angulaire avec le serrage sans faire basculer la c&ale. Ca marche très bien.
1er mai 2019 le papier a pénétré le joint de colle
Avec les beaux jours, les 16°C arrivent également dans l'atelier, nous donnant l'autorisation de lancer les opérations de collage. Nous allons débuter par l'assemblage des semelles. Le longeron comporte deux semelles: une côté extrados et une côté intrados. Ces deux semalles sont assemblées par une âmùe de chaque côté pour former un coffrage. 0 l'intérieur, des diaphragmes maintiennent la forme et évitent le flambage. Des blocs renforts sont placés à l'emplanture et au niveau d'accrochage des haubans.
Chaque semelle est constituée de deux pièces: (i) une lame principale, amincie à l'extrémité côté saumon et (ii) une lame centrale renfort, plus courte, amincie des deux côtés qui est collée sur la précédente. Les étapes du collage sont les suivantes:




On répète la même séquence pour toutes les semelles.
Il faut ensuite ramener la cote de largeur à 50 mm (les lames sont à 52 mm, par précaution. On nettoie la semelle en retirant le scotch de peintre des flancs. Si on fait ceci 24h après la fin du serrage, la colle a une consistance de chocoilat et s'enlève assez facilement. Au delà, c'est...mécanique (ponçage, arasage...etc). Au début j'avais pensé faire cette réduction de largeur à la défonceuse avec une fraise à copier. Le ptroblème est que le roulement de ma fraise n'est pas exact: j'entame le tasseau de référence de 2/10eme. Donc j'ai tout fait à la main au rabot. Ca se passe très bien. Il faut une dizaine de minutes par semelle. On peut s'aider d'une petite cale que l'on glisse le long de la semelle mise sur champ sur le chantier.
Comme il s'agit de pièces vitales, on réalise des éprouvettes de contrôle de collage: deux par semelle. La première sera cassée pour vérifier le collage (la casse doit se faire dans le bois et non dans le plan de coupe), et la seconde est archivée.
7 juillet 2019
Assemblage de la première semelle sur l'âme de CTP 2,5. Je prépare la quantité de colle assortie d'une marge excédentaire de 50%, soit un total de 36g. Lors de la pose, grosse angoisse de manquer de colle (car il est évidemment exclu de préparer uèn nouveau batch de colle alors que les pièces sont partiellement encollées et à l'air (la température a été relevée à 19°C). En fait, j'arrive pile à la fin du pot lorsque je finis mon encollage. Conclusion: on doit aller vite, donc nous ne sommes pas très adroit et on préfère mettre trop de colle que pas assez. Il faut bien une marge de 70% pour être tranquille.
L'idée de protection avec le papier cuisson "libre" est mauvaise. Au niveau d'un bloc de serrage, le papier a pénétré le joint de colle, affectantla surface totale d'assemblage. Avant de déchirer le papier, j'ai mesuré pa partie extérieure afin de déterminer la logueur emprisonnée dans el joint: 2mm. Un dialogue avec le concepteur permet d'établir que ce défaut est acceptable. Cependant, j'abandonne la solution de la protection au papier cuisson pour adopter celle, plus classique, du scotch brun d'emballage.
10 juillet 2019
Je démarre la fabrication des plaques de fixation de l'aile au fuselage. Elles sont réalisées dans de l'Au4G de 6mm d'épaisseur. Je les fabrique de façon traditionnelles, à la main et non en payant une boite pour me les couper au laser ou en CNC... C'est un travail qui réclame de la patience mais qui "forge la main". On suit la séquence suivante:
21 juillet 2019
Perçage du bloc renfort d'emplanture sur lequel la plaque d'accrochage est boulonnée par 4 boulons 6mm classe 8.8. il faut faire ces perçages avant de coller les blocs faute de quoi on se retrouve à devoir faire un perçage très précis sur une pièce de 4,4m de long qui sera donc embêtante à positionner sur la perceuse à colonne...On confectionne un petit gabarit fixé sur le bloc et sur lequel la plaque vien se fixer. Le tout est bridé sur la table de la perçeuse à colonne et les 4 trous sont perçés.
Même opération pour le bloc central de renfort des haubans.
27 juillet 2019
Réalisation des plaques d'accroche des haubans selon les mêmes modalités que celles d'accrochage à l'emplanture.
Perçage des blocs de renfort des haubans. Essai d'assemblage à blanc du bloc sur l'ensemble âme/semelle. Le congé de colle gêne le bon positionnement du bloc. On chanfreine légèrement l'arête concernée sur le bloc.
5 août 2019
collage des blocs d'emplanture et de renfort de hauban sur l'ensemble âme/semelle. temp:20.9°C,, temps ouvert: 7mn. sécurité: ce collage est VITAL. éprouvettes.
Vérification des dimensions des diaphragmes, notemment sur les zones rendues obliques par l'amincissement de la semelle ds longeron. Ajustement. Préparation du plan de serrage.
15 août 2019
Collage des diaphragmes.
16 août 2019
Désserrage des diaphragmes. Vérification générale: On a collé le bloc central de hauban à l'envers (intrados inversé avec extrados. Les trous de fixation de la plaque d'accrochage des haubans sont donc du mauvais côté... GRRRR! Cette erreur pose trois questions:
Une converstaion avec le concepteur s'impose:
Je dresse donc un plan précis de la nouvellep laque de fixation et l'expédie au Concepteur.
18 août 2019
Perçage des âmes au niveau des blocs d'emplanture. On se guide sur les trous du blocs (perceuse portative à batterie, forêts bois). Pas de dificultés. C'est une bonne chose de passer des étapes sans difficultés de temps en temps...
Collage de la deuxième semelle sur l'ensemble âme/blocs/diaphragmes. On mime deux fois l'encollage : 12 min 40s. C'(est jouable d'encoller seul. On tente. On prépare une solide marge de quantité de colle (100%). L'encollage est long (17min de temps ouvert...) mais lorsque l'on présente la semelle, la colle est encore poisseuse. Les zones des blocs (vitales) ont été encollées en dernier afin qu'elles voient le temps ouvert le plus faible possible. Eprouvettes. Le mime de l'encollage était optimiste. On a décidé que c'était jouable, et on a joué...et gagné puisqu'on a eu les boudins et la poisse de la colle à l'assemblage. Mais SECURITE nous sommes très clairement à la limite de ce qu'il est possible de faire seul. Pour le second longeron, je me ferai aider.
9 septembre 2019
J'attaque le problème des nervures. Sur la Souricette, les nervures sont constituées de blocs de mousse de polystyrène du type employé pour l'isolation du sol. Des blocs sont collés à l'époxy de part et d'autre ds faces du longeron, puis l'ensemble est cerclé par une bande de verre imprégnée de résine. Il y a trois familles de nervures, distinguées par une variation d'angle de 1 et 2° au niveau des plans de collage, afin de réaliser le vrillage de l'aile pour repousser le décrochage et le rendre plus progressif.
J'avais reçu un jeu complet de nervures d'un confrère constructeur qui fabriquait des maquettes de planeurs en grand format. Il utilise la technique du fil chaud. Hélas, ses groupes de nervures ont basculé durant la coupe et sont donc taillés en biais. Ils sont inutilisable. Ne maitrisant pas cette technique, je suis la séquence suivante:
On obtient des nervures impeccables.
-------------------------
Work on wing should start in spring 2015