FUSELAGE / FUSELAGE
LA CLOISON PARE-FEU EST ABORDEE DANS LE CHAPITRE TRAITANT DU MOTEUR
Les travaux sur le fuselage doivent commencer mi septembre 2011, du fait d'un retard dans la livraison du bois.
20 septembre 2011
On sous estime toujours le temps requis pour rassembler le matériel...Le contreplaqué n'est toujours pas arrivé. Il devrait être livré à la fin du mois. J'ai bien peur que tout cela ne m'entraine vers une période où je ne pourrai plus coller dans des conditions satisfaisantes...à moins de chauffer l'atelier!
Wait and see (mais pas trop longtemps tout de même...)
-------------------------------------------------
16 novembre 2011
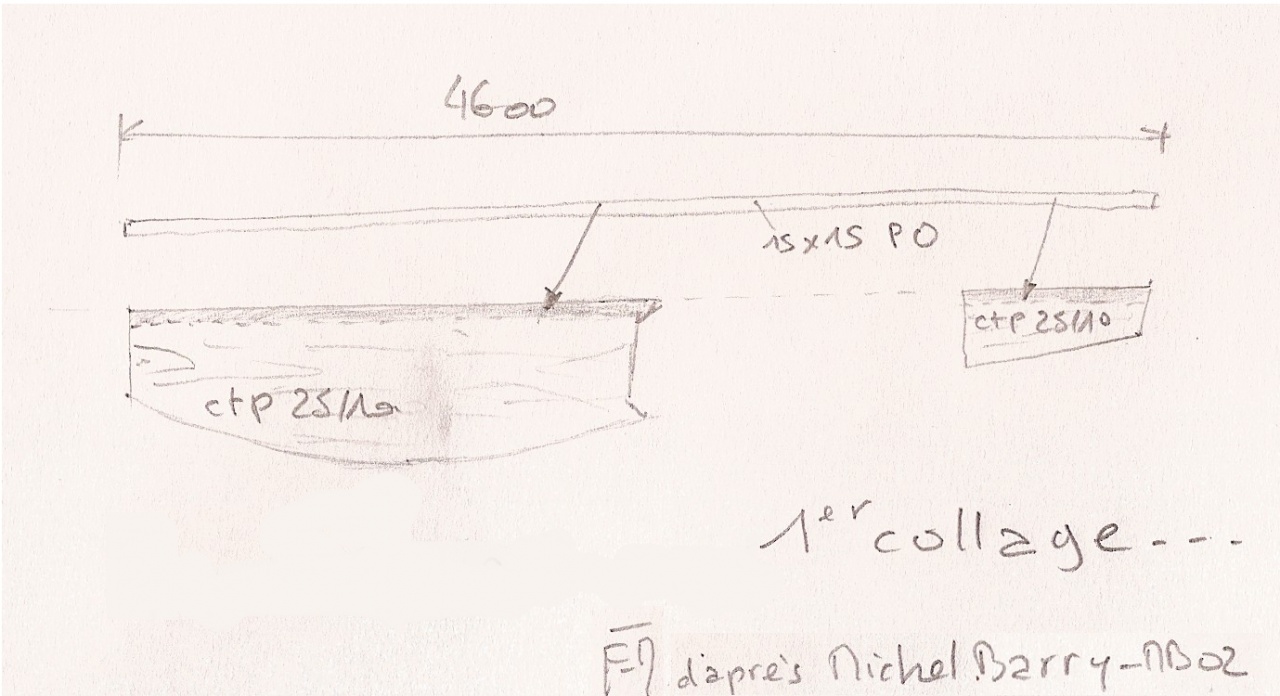
Le bois est là, ainsi que la colle. La tentation est grande de se lancer dans la première étape indiquée sur le manuel accompagnant la liasse: la fabrication des flancs. Il faut découper les deux pièces en contreplaqué (CTP dans toute la suite du site) 25/10 (avant et étambot) et les relier par les deux baguettes principales en Pin d'Orégon (PO dans toute la suite du site) 15x15, celles du dos et celle du "ventre". Il s'agit d'un assemblage majeur dont la qualité va conditionner le comportement du fuselage.
La liasse indique que la colle requise est de type Résorcine Formol (D'autres constructeurs expérimentés utilisent la colle époxy). Comme j'ai décidé de suivre la liasse à la lettre, j''emploierai la résorcine formol. Je l'ai trouvée chez Friebe Luftfahrt Bedarf à Manheim, en Allemagne (voir page liens). Mais il y a un problème: je n'ai jamais réalisé de tels collages. Il est donc hors de question de se précipiter sur le chantier. Je vais donc:
- préparer les pièces pour 8 éprouvettes (4 pour l'arrachement, et 4 pour le cisaillement);
- coller les pièces de chacune d'entre elles selon la procédure indiquée dans le document technique de la colle. Deux jeux d'éprouvettes seront réalisés dans mon atelier où il fait actuellement 12°C et 70% d'humidité (j'ai mesuré ces conditions avec un combiné météo). Les deux autres seront réalisés dans ma maison ou il fait 19°C et 65% d'humidité;
- tester ensuite une éprouvette "arrachement/12°/70%", la seconde du même type étant archivée comme témoin, puis faire de même avec l'éprouvette "arrachement /19°/60%".
- faire de même avec les éprouvettes "cisaillement/12°/70%" et "cisaillement/19°/60%".
Tous ces paramètres seront notés dans le "livre de construction" et reportés dans le "livre d'essais". On se reportera au paragraphe "ESSAIS" pour la description de la réalisation des éprouvettes des deux types et des procédures de tests.C'est seulement lorsque j'aurai obtenu des résultats satisfaisants à ces tests que je considérerai les conditions réunies pour me lancer dans ce genre de collage.
Pour préparer la colle, j'ai investi dans une petite balance de cuisine précise au gramme et de 3kg de portée trouvée au Darty du coin (17€).
Le document technique de la colle AERODUX 185, qui se présente sous la forme d'un pot de résine et d'un sachet de poudre de durcisseur précise les données suivantes:
- Temps de stockage (5-25°): 18 mois pour la résine, 36 mois pour le durcisseur.
- Proportions de préparation (en masse): 10 parts de résine pour 2 parts de durcisseur.
-Temps de vie "en pot" : 8h à 10°C, 5h à 15°C, 3h à 20°C, 2h à 25°C. (D'après ce doc, on peut donc travailler à partir de 10°C).
- Quantité de colle à mettre en oeuvre: 225g/m² sur chaque face soit 450g/m² au total (20°C/65%)
- Temps "ouvert" (durée comprise entre le début de l'application et la mise en contact des pièces à coller): Aussi court que possible (que j'interprète comme: "quelques minutes"). La doc précise qu'en cas de bois durs ou très denses, il est bénéfique de laisser de 5 à 10 minutes à la colle pour pénétrer avant de procéder à la mise en contact.
- Temps "fermé" (durée comprise entre la mise en contact des pièces à coller et le début du serrage): 2h30 à 10°C, 1h30 à 15°C, 1h à 20°C, 30 min à 25°C.
- Serrage: Il est précisé en toutes lettres que le serrage doit provoquer la sortie de la colle sur les côtés, le long de la surface de collage. Je pense qu'il ne faut pas presser comme un malade, afin qu'il reste une quantité adéquate de colle dans le joint. La pression prescrite, pour le collage "à froid" est de 2 à 5N/mm², ce qui nous donne une valeur d'environ 35kg/cm². C'est surtout la durée qui m'a semblée critique, au vu de la doc: 12h à 10°C, 6h à 15°C, 4h à 20°C, 3h à 25°C.
Lors de l'AG Souricette 2011, durant une conversation avec Daniel et Benoît, collègues constructeurs, ces derniers m'ont fait part de deux points:
- il est très important de laisser le serrage suffisamment longtemps (ils pratiquent 48h).
- il est positif de gratter le boudin de colle éjectée du joint par le serrage après le serrage car si on le laisse tel quel, il se durcit comme de la pierre et devient pénible à retirer (grattage...).
Je retiens de tout ca qu'il est possible de travailler dans un froid acceptable, mais qu'alors il ne faut pas trop être pressé. La contre partie est que la colle nous laisse apparemment le temps de travailler. Et dans tous les cas, deux jours de serrage devraient nous mettre à l'abri des problèmes.
26 novembre 2011
En attendant de faire les éprouvettes, j'ai commencé à tailler les pièces de CTP constituant les flancs. Ca se passe à peu près bien: Après le tracé (les points du ventre s'obtiennent en élevant des perpendiculaires à la bonne cote à partir de la ligne du dos qui est la référence), les pièces sont découpées en plusieurs étapes: d'abord avec une pointe assez fine appuyée sur une règle métallique (en faisant attention à ce que le sens des fibre tende à écarter la ligne de coupe à l'extérieur de la pièce et non l'inverse, en cas de dérapage); ensuite, on continue au cutter, en plusieurs passes (3 ou 4 pour du 25/10) et ca tombe.
Pour les coupes courbes, j'ai utilisé ma scie sauteuse, en coupant 5 à 10 mm à l'extérieur du trait. Je viendrai à 1 mm de la cote après collage de la baguette de ventre, de la même façon, et je finirai sur la cote au petit rabot.
Les pièces du flanc ont été placés sur le chantier, sagement adossés à la ficelle de référence, en attendant les baguettes.
C'est tout de même une sacrée satisfaction, après tout ces travaux préparatoires, d'entrer "dans le vif du sujet"!
---------------------------------------------------------
31 décembre 2011
Bonne année à tous...Cet après midi, j'ai exploré le problème du cintrage de la baguette basse du fuselage. "A la main", j'avais des sueurs froides, et je ne voyais pas comment j'allais y arriver sans tout casser.Faut-il passer le tasseau de 15x15 en PO à la vapeur, ainsi que semblent le suggérer les vidéos sur You-Tube? Les résultats que les gens obtiennent par cette méthode sont spectaculaires. Mail à un collègue de l'association (beaucoup) plus calé que moi. C'est un ébéniste. Réponse: Nenni. La vapeur est efficace sur les feuillus, et très peu, voire pas du tout sur les résineux (tels que le PO). En plus, il y a un fort risque de vriller la baguette. L'opération se fait à froid et à sec, de proche en proche avec des taquets et des serre-joints. Je jette un coup d'oeil au temps "ouvert" de la colle, celui qui sépare l'encollage de la mise en contact: 5 à 10 minutes, soit le temps disponible pour cintrer ma pièce en place sur le flanc en CTP... Cela ne s'annonce pas vraiment simple. J'ai donc décidé de faire un essai à blanc, sans colle, pour voir comment ca se passe.
Bien m'en a pris, car j'ai passé environ une demi-heure à faire la manip. Je suis parti du mauvais côté: j'ai commencé à brider le tasseau côté avant, le plus cintré. Errarum. Ca ne passe pas. On se trouve obligé d'appliquer une contrainte trop violente sur une longueur trop courte. Il faut partir de l'arrière de la pièce de flanc principale. J'ai taillé des taquets dans un petit morceau de chêne bien sec et bien dur. Le frêne doit convenir aussi, mais il faut vraiment que ce soit un bois dur, car ces taquets seront fixés par un boulon serré à mort, passant à travers un trou percé dans la planche de chantier. Pour pouvoir régler, j'ai percé le taquet d'un trou allongé. Et comme le CTP déborde de la cote finale du côté arrondi, j'ai prévu une encoche dans le taquet pour ne pas buter.
Je me suis repéré sur les points définissant la courbure de la partie basse du fuselage: les deux premiers, vers l'avant, définis par des cotes, et les quatre suivants dont les cotes sont obtenues par mesure au réglet sur le plan et application de l'échelle. J'ai utilisé 8 taquets. On part côté arrière en positionnant la baguette et en la bloquant avec un petit serre-joint. On avance ensuite vers l'avant en installant les taquets au fur et à mesure sauf celui de l'avant, mis au départ, pour fournir un premier point d'appui pour le cintrage. A partir du quatrième, ca coince un peu. Il faut laisser un espace de quelques cm. On terminera le serrage plus tard. On serre de proche en proche, en intercalant les points de serrage. Par exemple on tend sur les taquets 2 et 4, puis on revient sur le 3, puis on revient à nouveau sur 2 et 4 etc. Pour finir le cintrage sur l'avant, là où les contraintes sont les plus fortes, d'une main, on serre la baguette sur le tasseau tandis-qu'on "pousse" la baguette selon son axe longitudinal.
On y arrive sans rien casser (j'avais décidé de faire ce montage à blanc avec un baguette moins belle et moins régulière que celle qui sera effectivement collée). Ma cote de hauteur sur l'arête avant est forte de 2mm: mon taquet n'était pas assez serré et il a glissé. J'obtiens sans peine la cote finale en intercalant une petite languette de bois dur. Lors du collage, il faudrat bien bloquer le taquet avant.
Je m'apperçois que courbée, la baguette a tendance à se vriller en se basculant sur l'extérieur. Il faudra prévoir assez de serre-joint pour bien la bloquer. (Pour ma part, j'ai réalisé des petites brides de serrage en grand nombre). Voici le résultat final ainsi qu'un gros plan sur le système employé. La qualité du bois (nombre de veines, régularité...) joue un rôle fondamental: rien n'a claqué. Pour les deux baguettes principales, elles sont droit fil sur 5m et totalement dépourvues de noeuds. C'est impeccable.


Je vais laisser la baguette en forme pendant une semaine et observer de quelle façon elle se comportera lorsque je la libérerai. Reviendra t'elle droite ou aura t'elle pris une légère forme? Dans ce dernier cas, il sera intéressant de savoir si elle est plus facile à cintrer que la première fois où si elle reste aussi raide, ce qui permettra de voir si il est réaliste de "préparer" les baguettes à cintrer ou si c'est inutile.
En tous cas, il va falloir aller vite lors du collage (il fait encore trop froid dans mon atelier) et ne pas avoir les deux pieds dans le même sabot...
28 mars 2012
Enfin les 15°C sont atteints et stables dans l'atelier. J'ai pu commencer le collage hier. La colle est préparée conformément à la doc technique (calcul de la quantité sur la base de 450g/m², températures, temps ouvert, etc). Je m'apperçois de deux petites difficultés que je n'avais pas prévu. D'une part, le CTP semble très absorbant (il ne faut pas avoir peur de tartiner la colle). D'autre part, pour le premier collage j'avais préparé pile la quantité de colle nécessaire, et je me suis trouvé assez juste. Il ne faut pas hésiter, pour les petites quantités, à préparer 10 à15% de colle en plus. Le surplus est utilisé d'une part pour les éprouvettes, si on en prépare un jeu, et d'autre part pour en étaler un peu sur une petite plaquette afin de pouvoir évaluer le durcissement de la colle avant de relâcher le pressage (ce que je compte faire dans 5 jours pleins). J'enlève le surplus de colle qui sort du plan d'assemblage immédiatement avec un petit chiffon. Celà laisse quelques trainées sur les tasseaux, mais rien de grave. Par ailleurs, afin de ne pas risquer de voir des gouttes coller le CTP au chantier, je dispose une bande de papier siliconé, type cuisson, sous ma zone de collage.
Le temps de vérifier toutes les cotes, de tailler la queue de la baguette à l'angle prescrit, de préparer les outils, de relire le plan avant de se lancer, de préparer la colle, de réaliser l'assemblage et de nettoyer le matériel pour qu'il soit impeccable au début de la séance suivante, j'ai mis environ une heure. A ce train là, je pense avoir terminé un flanc d'ici un mois environ. Si tout se passe bien, je devrais passer à l'assemblage sur les cadres durant l'été.
A noter: jeter les eaux de rincage des outils salis par la colle et les débris souillés dans un bidon que l'on portera à la déchetterie pour un recyclage approprié.
29-30 mars 2012
Les deux baguettes principales du flanc droit sont maintenant collées, notemment cette baguette cintrée qui m'inquiétait tant. Il reste maintenant à réaliser toutes les entretoises et les goussets, ce qui devrait être plus simple. Je rédigerai encore un commentaire sur ce point, en présentant l'outil que je me suis fabriqué pour le serrage en plein panneau (puisqu'il n'est pas possible de percer le flanc pour passer brides ou serre-joints), et sauf point particulier imprévu, je publierai ensuite à propos de la fabrication des cadres et de l'assemblage des flancs sur ceux-ci. J'aborde ici le problème du collage de la baguette cintrée.
J'ai constaté, lors des montages à blanc, qu'en commençant du côté avant, le seul à être cintré puisque la partie arrière s'assimile à un trapèze, le positionnement correct de la baguette ventrale sur l'étambot se traduisait par une légère courbure ce qui est ennuyeux, d'abord par infidélité par rapport à la liasse, ce que considère comme inacceptable. Au-delà, si je commence à faire un truc "qui ressemble", je perd toute chance de disposer des références nécessaire lorsqu'il s'agira de faire le coté "miroir" qui devra être exactement symétrique. D'où deux considérations absolues:
- les cotes
- les points de référence qui en découlent
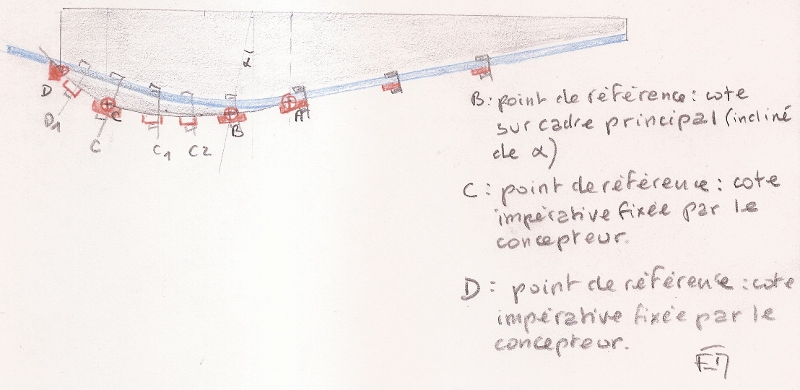
S'agissant des cotes, le concepteur est très clair dans sa liasse. Je le cite: "Les cotes impératives sont inscrites dans des cercles, et toutes les autres sont mesurées sur le dessin à l'échelle 1/10". Les cotes données comme impératives doivent donc être considérées comme paroles d'évangile. Du point de vue de la précision, je m'impose, sur toutes mesures, d'être "meilleur que le mm". D'où l'importance des instruments de mesures qui seront les mêmes durant toute la construction, et sur l'éclairage.
Pour les points de référence, il y a donc ceux définis par les cotes impératives, et d'autres que je me fixe par rapport au dessin. Pour la baguette ventrale, par exemple, le premier point de référence est celui qui marque la transition entre la partie rectiligne et le début de la partie cintrée. J'ai donc défini un plan de calage avec des taquets de chêne très dur, très énergiquement fixés au chantier (boulon de Φ8 traversant, rondelles et écrous), conçu de façon à empêcher toute dérive, torsion ou inflexion. Dans ce domaine, j'ai modifié le taquet avant: les essais du 31 décembre 2011 avaient montré que même serré, le taquet de l'extrèmité avant avait tendance à glisser ce qui m'avait obligé à mettre des petites cales supplémentaires pour rattraper la cote. J'ai remplacé le système par un bloc en bois taillé de la façon voulue et vissé dans le chantier avec 2 vis 60x5.
Par ailleurs, durant les "répétitions" à blanc, j'ai noté qu'on perd souvent du temps à attrapper un serre-joint, à les désserrer, à trouver la cale que l'on n'avait pas prévue, etc. Par ailleurs, les premières fois, je n'étais pas sur de moi côté cotes, anxieux de faire une erreur. Les délais qui en découlent doivent être supprimés, car on va faire la course contre la limite de "temps fermé" défini par le fabricant de la colle résorcine-formol, qui le prescrit comme "aussi court que possible", ayant pour ma part retenu une valeur maximale de 15 minutes, plutôt moins en cas de couche de colle mince et de bois très absorbant. On va donc travailler sur deux plans: le premier est celui du cintrage, avec les serre-joints qui tireront la baguette sur les taquets, et le second qui est celui du serrage de la baguette sur le CTP pour le collage. La démarche que j'ai suivi, apparemment avec succès est donc la suivante:
- RELIRE LA LIASSE ET LE PLAN
- porter sur le flanc tous les points de référence;
- installer les taquets, ceux-ci étant réglables (trous ovales permettant une translation/rotation) et les régler sur les points de référence;
- faire un montage à blanc:
- - en partant de la queue;
- en passant bien par le point de transition rectiligne/courbe, puis par les points de référence.
- pour le serrage, se reporter au post du 31 décembre 2011.
- penser à bien orienter les fibres du bois (axe de l'effort de cintrage perpendiculaire par rapport aux couches de croissance).
- paufiner le réglage des taquets, puis BLOQUAGE ENERGIQUE DE CEUX-CI (les rondelles commencent à se déformer, on est avant la limite de l'écrasement du novopan constituant le chantier). Libérer la baguette.
Tout est prêt côté chantier.
Il faut ensuite préparer le collage proprement dit. Pas question d'être à court de colle, donc préparer un excès suffisant. Pas question non plus de courir après un serre joint ou de préparer une cale à laquelle on n'a pas pensé pendant que la polymérisation court, phénomène qui s'établit lors de la mise ne contact. Donc on dispose tout en place, sur chaque point d'intervention.
A ce stade s'est posé une dfficulté: il faut éviter, pendant qu'on cintre la baguette, que la colle étalée sur celle-ci ne "tartine" le CTP en dehors de la zone de collage. Il faut donc que, pendant le cintrage, la baguette soit écartée du CTP. J'y suis parvenu en utilisant des clous 70/Φ3mm à têtes plates meulées sur un côté que je dispose sous la baguette. Lors du déplacement causé par le cintrage, on fait suivre les clous, de sorte que seule une petite zone d'un mm de large environ du secteur encollé, est "essuyée" par la manoeuvre.
- encoller (quantités prescrites) le CTP et la baguette (uniquement sur la zone correspondant au flanc, l'étambot étant traité dans une seconde phase) ;
- disposer les clous;
- placer la baguette sur l'étambot , et brider sur toute la zone rectiligne. La baguette "sort" du chantier sur la zone avant correspondant au secteur courbe. Pour la partie rectiligne du flanc, la baguette repose sur les clous.
- contraindre la baguette en torsion pour la placer contre le taquet avant vissé dans le chantier. Toute la partie avant repose sur les clous, que l'on fait suivre pour éviter que la baguette ne touche le CTP. Il n'y a plus qu'à "cintrer au milieu";
- procéder au cintrage (post du 31 décembre 2012) en faisant bien suivre les clous pour maintenir la baguette écartée du CTP. Le serrage des serre-joints doit être suffisant pour maintenir le cintrage, mais pas complètement bloqué.
- la baguette étant en place, adossée aux taquets, retirer les clous (les mettre dans l'eau pour ne pas que les traces de colle durcissent).
- appuyer verticalement sur la baguette pour l'appliquer sur le CTP. Le serrage modéré des serre-joints de cintrage doit permettre de réaliser cette opération aisément.
- bloquer les serre-joints de cintrage;
- bloquer les serre-joints "baguette sur CTP" jusqu'à ce que la colle soit (modérément) éjectée sur les côtés. Le "boudin" éjecté doit être quaiment continu.Ceci confirme que le temps ouvert n'a pas été dépassé et que le collage est nominal.
![]()

Je terminerai ce topo un peu long par quelques mots sur le "livre de construction". Un jour, je monterai dans ma machine, et avant moi, le pilote qui fera le vol d'essai si ce n'est pas moi. Je viens ici de réaliser une étape structurale de sa fabrication. Il est donc essentiel de remplir soigneusement le "livre de construction". Consignez tout:
- la date et l'heure de la séance de travail;
- la température de l'atelier mesurée en début de séance;
- les caractéristiques de la colle employée et la quantité mise en oeuvre;
- la durée du temps ouvert et du temps de serrage;
- les références des éprouvettes éventuellement réalisées sur les matériaux et pour les collages ainsi que les résultats des tests, le cas échéant;
- toute remarque ou commentaire que vous jugez utile et que vous aimerez retrouver au moment où vous réaliserez le second flanc.
Au moment du vol d'essai, vous montrerez ce livret au pilote d'essai. Il appréciera la tracabilité du travail effectué et son inquiétude au moment de monter dans la machine ne portera pas sur sa construction.
Pas plus que la mienne, d'ailleurs!
15 avril 2012
Le collage des baguettes a commencé. Après les deux baguettes de référence, j'ai continué avec les entretoises perpendiculaires à la baguette supérieure (celle qui est rectiligne). Pour l'instant, je réalise les ajustements d'extrémité après tracé avec un petit montage en bois dur et une rape à grain moyen. C'est assez long. Je pense utilser un lapidaire dès que possible.
Ce genre de collage pose le problème du pressage "en plein panneau". J'utilise deux techniques.
La première repose sur des baguettes cintrées appuyant sur la baguette, que je "décintre" en force avec des serre-joints aux extrémité, et en renforçant encore la pression avec une cale au milieu. J'utilise deux lattes de sommier en CTP de 10mm, vraiment très solides. Voici ce que ca donne. Une remarque importante: Si on serre trop, la pression n'est plus uniforme le long de la latte cintrée. On peut même se retrouver avec une zone de 10 ou 15 cm de long surlaquelle il n'y a pas de pression. Pour cette raison, j'intercale des bandes de papier témoins entre la baguette à presser et la latte d'appui. Il faut absolument que toutes les bandelettes soit coincées serrées, faute de quoi, le collage n'est pas satisfaisant.
La seconde est un peu plus sophistiquée. Je me suis construit une sorte de pont en acier que j'accroche de chaque côté du chantier de montage, tandis que des écrous de 8mm descendent grâce à des écrous pour presser sur la baguette à coller. C'est plus simple. La même remarque que ci-dessus s'applique: il faut bien veiller à répartir les pressions sur les boulons, car si l'un d'entre eux (surtout aux extrémités) est trop serré, il cintre légèrement la barre, suffisamment pour que le boulon d'à côté n'exerce plus de pression. Là, pas besoin de bandelettes de papier témoin, il suffit que l'écrou ne tourne pas, ce qui signifie qu'il est serré. Voici ce que celà donne.
Pour vérifier que la puissance de pressage est correcte, pour les deux techiques, je vérifie bien que la colle s'éjecte de part et d'autre de la baguette pour former un petit boudin continu.
Comme d'habitude, on remplit scrupuleusement le carnet de construction.
Le prochain post portera sur la mise en place des goussets.

06 juin 2012
Le collage des baguettes du premier flanc est maintenant terminé. Il me reste à poser les goussets. Sur la face intérieure, au niveau de l'avant, ils vont prendre les collages d'extrémité des baguettes en sandwich avec la plaque de CTP 25/10. Il en est de même au niveau de l'étambot. Sur la partie centrale non revêtue sur les côtés,les gousets devront être placés de part et d'autre des points d'assemblage, en conformité avec les prescriptions de la liasse, bien entendu. Ces goussets sont en CTP aviation 25/10. Ce sont de petites pièces, mais elles sont très importantes car, en transmettant les efforts imposés par la déformation de la structure durant le vol, ces efforts vont se trouver répartis entre les différentes parties du fuselage et résister aux contraintes.
Il faut donc bien respecter les cotes, et il faut que ca colle fort, donc que ca colle bien.
On peut réaliser les gousset dans les chutes résultant de la découpe des deux plaques de CTP utilisées pour le flanc. J'ai relevé les angles au rapporteur, tandisque la partie circulaire est tracée au compas à pointe sèche. Je souligne le trait avec un crayon pour bien voir le trait de découpe. Je coupe environ 1mm en dehors du trait avec ma scie à chantourner, et j'ajuste pile poil à la cote avec le banc à poncer. Les pièces sont ensuite présentées sur l'assemblage et éventuellement ajustées pour ne pas qu'elles dépassent de la baguette.
De même, la surface d'appui n'est pas toujours parfaitement plane (défaut d'ajustement en hauteur d'un dixième de mm parfois, résidus de colle...). Quand on présente le gousset, on sent un micro basculement. Je me suis fait une cale à poncer avec une toile émeri fine agraffée sur un bloc de bois bien plan, et je m'en sert pour poncer la surface d'appui. Ca doit être nickel. Il faut faire attention à ne pas poser les goussets aux endroits qui doivent recevoir un équipement particulier (taverses, cales ou supports). Il faut bien regarder le plan. On repère ensuite la position du gousset de quelques traits de crayon pour le mettre en place de façon bien centrée. On encolle ensuite les baguettes à la Résorcine formol, assez généreusement (j'ai préparé 24g de colle pour tous les goussets intérieurs, sauf ceux qui ne doivent pas être collés tout de suite). De même, j'encolle d'une couche mince mais fortement imprimmée, la totalité de la surface interne du gousset: ca protègera la surface en complément du verni fongicide qu'il faudra appliquer plus tard, et ca donne une garantie que toute la surface de contact verra la colle.
Je fais la mise sous presse avec des agrafes que je laisserai pendant au moins cinq jours. Par ailleurs, on note que les goussets qui seront placés sur la surface externe doivent être chanfreinés afin de ne pas opposer d'angles vifs au tissu d'entoilage (nous n'en sommes pas encore là...).
Cette étape termine la réalisation du flanc. En regardant mon livre de construction, si je fais les comptes en jours, il s'est écoulé 78 jours entre le début des travaux de fabrication du flanc, et le déserrage des goussets. En heures,J'ai travaillé de façon effective durant 36h00, parmi lesquelles 4 ont été consacrées à la fabrication d'outillage (2 presses de grande largeur, et un trusquin fixe à 7.5mm pour tracer les axes médians des baguettes 15mm), et 1 a été consacrée à des tests (validation en traction du PO utilisé pour les baguettes de référence et ventrale, éprouvette témoin pour le collage de la baguette de référence sur le CTP25/10, validation du collage à 15°C, validation du pressage réparti sur 8 points, et témoins de séchage/dureté de la colle résorcine formol lors de chaque séance de collage). En outre, 1h a également été consacrée au déballage des baguettes et au tri de celles-ci, afin de sélectionner les plus belles et les plus régulières pour les pièces de grande longueur (baguettes dorsales et ventrales). Enfin, aucun collage n'a été mis sous presse moins de 5 jours pleins (plutôt 7 ou 8, en principe). Je pense pouvoir réaliser le second flanc avant fin juillet. La grosse menuiserie du fuselage devrait pouvoir être bouclée avant l'automne, si tout va bien.

05 août 2012
Réalisation du 2e flanc. Evidemment, bien veiller à réaliser un deuxième flanc symétrique (miroir) au premier et non identique. Sinon, on se retrouvera avec deux flancs droits...
La partie arrière du 1er flanc dévie vers le bas de quelques mm à partir de l'endroit où les baguettes dorsale et ventrales ne sont plus solidaires par collage de la plaque de CTP. Il y a une déviation qui se traduit à l'extrémité arrière par un écart de 3mm en dessous de la droite de référence. Heureusement, le concepteur consulté m'a indiqué que cette différence était sans conséquence. C'est tout l'intérêt d'avoir souscrit une liasse en bonne et due forme...
Pour ne pas avoir de problèmes lors de l'implantation de la dérive et du plan fixe, il faut donc reproduire ce défaut sur le second flanc pour qu'il soit parfaitement identique, faute de quoi, on se retrouvera avec une plaque dorsale inclinée latéralement et là, les vraies difficultés commenceraient...
Les deux plaques de CTP ont été reproduite à partir du premier flanc servant de modèle. Les contours ont été scié à la scie sauteuse à quelques mm à l'éxtérieur de la cote, qui a ensuite été rejointe avec une défonceuse équipée d'une fraise à copier (avec un petit roulement à billes à l'extrémité). Il faut régler et essayer la machine sur des chutes. Quand tout est bien calé, on obtient un résultat parfait.
On dispose des blocs de calage le long des baguettes et des entretoises du premier flanc. Ces blocs sont en bois dur (j'ai pris du Frêne et/ou du CTP épais) et sont vigoureusement boulonnés sur le chantier. On retire ensuite le premier flanc et on construit le deuxième en se guidant sur les cales. Je n'ai pas utilisé cette méthode pour le premier flanc - qui a donc été construit "en l'air" - car je ne pouvais pas anticiper la forme exacte qu'aurait la baguette cintrée, d'une part, et je ne voyais pas vraiment comment reproduire la courbure de la baguette ventrale avec les cotes de références portées sur le plan d'autre part. Il me semble que si c'était à refaire, je collerais la baguette ventrale sur la plaque avant "en l'air" en respectant les cotes de référence, mais ensuite, je bloquerait tout l'ensemble dans des cales, ce que je n'ai pas fait, et ce qui a entrainé ce petit écart. En relisant mon livre de construction, je relève que je vérifiais régulièrement la rectitude de la baguette dorsale, mais j'ai oublié de le faire lors de la mise en place des entretoises inclinées de la partie centrale. Elles ont du pousser un peu l'ensemble de la structure vers le bas...
La construction s'est bien passée et a été beaucoup plus rapide que celle du premier flanc. J'ai également évité de reproduire une autre erreur, celle des goussets situés au niveau des cadres. J'ai collé ces goussets en oubliant qu'après, il y aurait des cadres à ces endroits. Il m'a fallu corriger cette erreur en taillant une encoche évidant le CTP, mais bien entendu sans même effleurer la baguette 15x15 qui joue un rôle structurel capital...J'y suis parvenu à la défonceuse, toujours après un réglage soigneux sur des chutes. L'extrémité de ma fraise est passée dans le joint de colle...impeccable, mais hum...à éviter tout de même, d'où une attention redoublée sur le second côté.
On procède à une comparaison des deux flancs en les mettant en face l'un de l'autre. Tout est impeccable, notamment au niveau des cadres . Il ne reste plus qu'à araser les dix centimètres de la baguette ventrale qui dépassent à l'avant. On fait ca avec une scie japonaise (Merci du tuyau Jean-Luc!). Les deux flancs sont maintenant terminés et stockés. On attaque désormais la fabrication des cadres et de la plaque dorsale, avant l'assemblage, et donc le passage en 3D!!!
10 septembre 2012
Il s'est avéré indispensable de se représenter chaque étape de l'assemblage avant de l'entreprendre effectivement. Les flancs sont assemblés entre eux par des cadres rectangulaires sur lesquels ils sont collés au niveau des baguettes verticales raisisseuses des flancs. Sur la face supérieure, une plaque de ctp 12mm vient s'encastrer entre les deux flancs, au niveau des baguettes de référence dorsales. Une seconde plaque, égalemrent de ctp 12mm vient s'encastrer au niveau de l'avant, réunissant les deux flancs (au même niveau) avec le cadre avant sur lequel le moteur vient se fixer. Cette seconde plaque transmet donc l'effort tractif à la cellule. A noter: la plaque supérieure principale est collée sur la "peau" dorsale réalisée en ctp 2,5 mm, cette dernière étant constituée de deux parties enturées afin d'obtenir la longueur (un peu plus de 4,5m ) qui est supérieure à la longueur des plaques fournies.Tout (sauf la "peau du dos") a été réalisé. Les cadres ont été finis à la défonçeuse. Leurs entailles n'ont pas été faites. On les réalisera au dernier moment en se guidant sur la réalité des pièces de l'avion. On note qu'une des cotes relevée sur le plan à 415mm au niveau du quatrième cadre, n'a pu être parfaitement tenue, du fait du cintrage de la baguette. On obtient 420mm, soit un écart à peine supérieur à 1%, mais supérieur au mm que je m'étais fixé comme erreur maximale. Comme quoi, il ne faut pas être trop ambitieux! Heureusement, il ne s'agit pas d'une cote caractérisée comme impérative par le concepteur.
Le (trop) petit guide accompagnant la liasse préconise:de réaliser "la peau du dos" avec une marge sur les côtés pour pouvoir affleurer parfaitement avec la ligne des flancs, puis de coller la plaque principale dessus. On se guide ensuite sur cette plaque pour positionner les deux flancs que l'on maintient bien perpandiculaires avec les cadres. Chaque cadre est entaillé aux angles pour venir s'emboîter parfaitement sur les baguettes d'angle.
Dans la pratique, cela ne va pas être simple et il y a fort à parier que des difficultés risquent de survenir pendant cette opération, difficultés qu'il faudra résoudre durant le temps ouvert de la colle résorcine formol...J'ai donc décidé de décomposer l'assemblage en phases intermédiares que je vais réaliser "à blanc" (sans colle) afin de m'assurer que je n'aurai pas de problèmes particuliers au niveau des jonctions.
Il y a une première difficulté au niveau de la plaque dorsale principale: on ne sait pas exactement quel va être le profil exact engendré par le cintrage des flancs. Je vais donc positionner ceux-ci sur les cadres avec des serre joints (la largeur des cadres est une cote "impérative"), Puis je reporterai le profil sur la plaque pour la coupe définitive qui sera faite à la scie sauteuse, avec un ajustement final à la main. Il faudra veiller à ce que les cadres restent rigoureusement perpendiculaires à l'axe médian.
Une autre difficulté à anticiper, ce sont les pièces supplémentaires à installer dans le fuselage (barres d'appui du siège, renforts pour fixer le plan fixe, renforts de train, de palonniers, entre autres). Je voudrais éviter d'avoir à percer sur le fuselage assemblé, afin de diviser les risques en cas de fausse maneouvre. Dans ce cadre, je pense qu'il vaut mieux préparer l'assemblage du cadre principal avec la barre de compression des ailes avant que le cadre soit collé, car ce cadre est une pièce vitale, et une fausse manoeuvre après son collage serait catastrophique. En conséquence, on réalise à ce stade cette barre de compression en inox.
L'assemblage ne démarrera pas aujourd'hui...
5 octobre 2012
Il faut bien se décider un jour...Je me suis lancé dans la réalisation de la "peau du dos" de la machine, un trapèze de ctp de 4,6m de long. Le problème posé par cette pièce est la jonction à réaliser entre deux plaques, puisque le ctp est servi en 2,5m x 1,2m. Les coupes doivent être très précises, d'où un calage rigoureux de la règle. Pour les coupes longues, j'utilise une règle de tapissier, une bande en inox souple rigoureusement droite vraiment très commode. Tout le monde a un avis sur la technique à privilégier. Il existe de nombreuses approches. Pour ma part, j'ai utilisé la méthode exposée par les gens du Pou du Ciel dans un site très sympa, présentant la machine à enturer de J.P. Gaillard. J'ai donc repris directement cette recette.
N'ayant pas de support à rouleau, j'ai fait un T rapidement avec des lattes et des pinces sur un tréteau qui s'est avéré suffisant. on obtient un résultat satisfaisant. Il faudrait plus de pratique pour qu'il soit parfait. On peut se guider efficacement sur le dessin formé par les différentes couches de bois et de colle. J'aurais pu obtenir un résultat un peu meilleur si j'avais réellement construit un bâti spécifique boulonné sur la table de ma petite perceuse, aulieu de planches calées de façon provisoires comme ici. Je pense faire ce bâti car je retrouverai le problème de l'enture pour le coffrage des caissons de bords d'attaque de la voilure et là, il faudra que ce soit parfait.
Petit détail, à la fin, vous obteniez un biseau vraiment très effilé, donc très fragile. Pour nepas risquer de l'abîmer, je l'ai emprisonné entre deux lattes serrées par des pinces.
Le collage final se fait à la résorcine formol avec mise sous presse. Il faut s'assurer que la mise en pression ne provoque pas de glissement. Une fois le collage en place, un maintien de chaque pièce sur le chantier avec une latte et deux serre joints permet d'éviter ce problème très simplement.
16 janvier 2013
Réalisation des orifices de passage pour la barre des haubans.
Il faut maintenant percer les deux flancs pour assurer le passage de la barre de fixation des haubans (voir le chapitre "pièces en métal"). Pour ce faire, il faut pratiquer une découpe dans le CTP de 2,5mm externe, et réaliser une encoche de 6mm de large dans B4. En outre il faut bien faire attention de ne pas abîmer la baguette de référence ventrale. La découpe dans le CTP s'effectue au cutter, en prenant son temps. Ensuite, on taille l'encoche dans B4 après l'avoir soigneusement tracée. Cette découpe se fait avec une petite scie à chantourner. Il faut que la barre prenne bien appui dans l'encoche et repose bien sur la baguette ventrale. Cette barre doit rentrer à frottement dur et ne pas présenter de jeu une fois en place. On ajuste la cote à la lime et durant les essais, positionner une petite cale de CTP 12mm de façon à rentrer bien droit et ne pas risquer d'abîmer le flanc en rentrant de travers, par un effet indésirable de levier.
7 mai 2013
Essais d'assemblage "à blanc" du fuselage.
Nous reprenons les opérations de collage interrompues durant l'hiver compte tenu de la température règnant dans l'atelier. Je n'ai retrouvé les 15°C requis par la colle résorcine formol que le 2 mai. Il faut donc prévoir des travaux sans collage durant l'hiver pour ne pas perdre son temps. Je me suis donc occupé de l'équipement du cadre principal C3 qui reçoit:
- deux lames alu de rigidification installée en "X";
- un tasseau en pin d'une épaisseur telle que, lorsqu'iol est collé sur C3, l'ensemble vienne exactement s'insérer entre les pattes de fixation de la barre de compression qui sera maintenue en place par des boulons de classe "8.8";
- la barre de fixation des haubans en position basse. Cette barre sera fixée par des boulons de classe "8.8"
J'ai également découpé la plaque "P1" qui doit venir à l'avant entre les deux flancs, en position haute. Avant de tout assembler, il faut réaliser les encoches dans chaque angle des cadres de façon à ce qu'ils viennent s'insérer avec le minimum de jeu. Ce n'est pas une tâche aussi simple qu'il y paraît car on travaille en 3D et les plans ne sont pas perpendiculaires entre eux. Il faut donc y aller très progressivement. En pratique, je fais une découpe grossière à la scie à chantourner et au ciseau à bois, et j'ajuste au plus près à la râpe, ou à la lime. On peut tester les jonctions de C3 et P2 avec le premier flanc, puis tester l'assemblage de C3 avec les deux flancs. On notera que l'ensemble est posé sur un jeu de cales d'épaisseurs identiques qui vont permettre de passer des serre-joints par le dessous. On ajuste ensuite de la même manière C2 et C4.
Il est alors possible de procéder au premier assemblage "à blanc", c'est à dire sans colle. C'est une vive satisfaction car on voit naître le volume de la machine. Cela commence à ressembler à quelque chose. On peut se faire une première idée des dimensions. Les extrémités arrières ont été pincées arbitrairement pour faire travailler le cadre arrière, C4, de façon réaliste au niveau de son assemblage. Pour le collage, je placerai une entretoise de calage aux dimensions exactes et tout ira bien.
Tout semble donc bien se présenter. Cependant avant de réaliser le collage de l'ensemble, qui n'est tout de même pas simple, il faut établir avec exactitude la séquence des opérations élémentaires en relevant leur durée, et définir l'outillage à mettre en oeuvre, notamment au niveau des serre-joints, qui seront nombreux. Tous les constructeurs que j'ai rencontré m'ont dit qu'en général, on en n'avait jamais assez... Il va falloir fabriquer des outils de serrage spécifiques avec des tiges filetées et des baguettes courbées contraintes au redressement sous serrage. De tout ceci, il ressort qu'il est extrêmement probable que nous devrons être deux pour réaliser cette opération.
17 juin 2013
Les travaux ont bien avancé. A la suite de la première réflexion sur la séquence des opérations d'assemblage et de collage du fuselage, plusieurs problèmes surviennent:
- le collage, la vérification de positionnement et le serrage durant séchage de certaines pièces intérieures seront difficile, voire très difficile. C'est par exemple le cas des taquets de fixation du plan fixe, à l'arrière.
- La trappe de visite arrière qui servira à passer la main pour raccorder la commande de profondeur et pour bloquer les boulons de fixation du plan fixe sera plus facilement positionnée avant l'assemblage.
- le serrage des flancs sur le cadre principal et sur le cadre situé à l'avant de ce dernier sera difficile, voire impossible avec des serre-joints. Il faut confectionner deux outils de serrage. Sur le cadre principal, on utilisera deux liteaux de 60x40 dont une face est légèrement bombée. On tirera sur le liteau au serrage (par des tiges filetées traversantes et des rondelles/écrous). Ceci aura pour effet de redresser la face bombée qui pressera sur toute sa longueur. Si la face d'appui n'était pas bombée, le serrage tirerait seulement sur les extrémités ce qui cintrerait la barre et créerait un vide (donc un manque de pression) au milieu. Sur le cadre avant (C2), on utilse le même principe, mais avec des lames cintrées de sommier (deux superposées de chaque côté). La pression est moins forte, mais suffisante (on observera la colle jaillir par les lignes de jonction).
- L'insertion de la traverse arrière de fixation des ailes sera problématique après collage, sauf à l'assembler par partie en place, ce qui est compliqué et aboutira à d mojns bonnes conditions de serrage pour le collage. On note d'ailleurs que cette traverse, constituée d'un empilement de 4 tasseaux 15x15 emprisonné entre deux lames de CTP 4mm, ne passe pas entre l'arrière de la plaque principale supérieure (P2) déjà découpée, est trop longue: les épaisseurs de CTP 4mm ne sont pas prises en compte sur le schéma. IL faut donc la raccourcir un poil (défonceuse).
- Les encoches de C2 et C4, réalisées avec le flanc "à plat" doivent être ajustées, ce qui est fait à la rape fine et au papier de verre pour obtenir des surfaces de portée bien adaptées.
On décide donc d'équiper les flancs d'un certain nombre d'équipements: les plaques renfort de positionnement des palonniers (taillées mais pas collées), les plaques d'accrochage de la barre avant du siège, les taquets arrières de fixation du plan fixe, les renforts de positionnement de la plaque arrière d'appui de la roulette de queue. La liasse ne donne rien de précis sur ce point. J'ai donc prévu une petite plaque arrière de 30 cm de long qui viendra s'insérer entre les baguettes ventrales des flancs, et qui s'appuiera sur deux renforts collés sur les flancs et emprisonnant la baguette arrière. Tout ceci est réalisé en CTP 12 mm. On réalise également la traverse arrière de fixation des ailes (Elle ne va pas mollir!).
On refait un nouvel assemblage à blanc qui montre deux choses:
- Les flancs sont légèrement bombés entre les caderes. C'est impeccable, car je pourrai y glisser P2 par le haut sans essuyer la colle. Le serrage ramènera le contact entre les flancs et P2 (1,5 mm de jeu avant serrage).
- Il vaudra mieux partir du cadre principal, puis placer la cadre avant avec la plaque avant, puis progresser vers l'arrière (cadre C4). Pour être bien droit, on tirera une ficelle sur le chantier qui sera notre droite de foi (axe longitudinal du fuselage). Les milieux des cadres devront être à l'aplomb de cette droite de foi (on vérifiera avec une grande équerre).
La séquence de collage, qui est un véritable protocole, commence à devenir à la fois claire et réaliste. Il comporte trois temps: Préparation, première session (collage des deux flancs sur les trois cadres en se guidant sur P2, et sur la plaque avant P1), seconde session (insertion et collage de la traverse arrière de fixation des ailes T2 , insertion par le haut et collage de la plaque principale P2 entre les flancs. Voici les principales étapes:
ETAPE 1: Préparation du chantier (ligne de foi, positionnement en attente des cales et des serre-joints, protection au scotch brun d'emballage de certaines parties du fuselage qui doivent rester impeccablement propres pour la seconde session, pose de P2 sur cales pour pouvoir passer les serre-joints et les tiges filetées de serrage dessous).
ETAPE 2: Présentation du flanc tribord encollage sur la zone d'assemblage de C3, encollage de C3 côté tribord, insertion. Idem côté babord après mise de l'ensemble Flanc/C3 sur le dos. On a donc un grand "H", les deux barres verticales correspondant aux flancs, et la barre horizontale à C3. Pose de l'outil de pressage de C3 et serrage modéré. C3 doit tomber pile au niveau du tasseau collé sur C3, la face avant de C3 devant être tangeante à la partie dorsale du trou d'homme.
ETAPE 3: Encollage sur chaque flancs des zones en contact avec C2 et encollage de C2. Simultanément, encollage sur les flancs des zones de contact avecx P1 et encollage de C1, ce dernier étant placé sur cales. Assemblage de C2 avec les deux flancs. On place l'outil de pressage de C2 et serrage modéré. On place les serre-joints pour presser les flancs sur P1.
ETAPE 4: Encollage de C4 à l'arrière, et encollage des baguettes des flancs en contact avec C4, suivi de l'assemblage de C4. Le serrage peut se faire avec des serre-joints.
ETAPE 5: On vérifie qu'on est bien droit: les milieux des cadres doivent être à l'aplomb de la ligne de foi tirée sur le chantier, le fuselage doit porter droit sur Quatre cales identiques posées sur le chantier horizontal. De plus, on tire une ficelle sur la face ventrale, passant par le milieu de chaque cadre. De plus, le tout doit "contenter l'oeil", ce qui signifie qu'en regardant l'ensemble sous divers angles, on ne doit pas avoir de mauvaise impression...La forme est harmonieuse. SErrer tout définitivement en vérifiant que rien ne bouge.
ETAPE 6: Après séchage, on déserre tous les serre-joints: Rien ne doit évidemment se passer (Sauf P2 qui se libère). A la percussion modérée de la structure, on doit obtenir un son bien clair, sans "BZZ". Un petit choc sur un flanc doit parfaitement être perçu sur l'autre. Un petit choc à l'avant doit parfaitement être perçu à l'arrière. On retire P2 et on retourne le fuselage dos au dessus. On le cale sur deux liteaux 60x40: Au contact, ces liteaux doivent être perpendiculaires à l'axe longitudinal. On retire les protections mises sur P2 et sur le fuselage. On ponce légèrement au papier de verre fin les zones ainsi libérées pour retirer toutes traces éventuelles de colle.
ETAPE 7: On prépare le chantier pour le collage de P2, notamment les serre-joints pour que tout soit à portée de main.
ETAPE 8: On encolle les zones de contact des flancs avec T2, et on encolle T2 sur les zones de contact avec les flancs et avec P2 qui viendra s'appuyer dessus. Insérer et positionner T2.
ETAPE 9: On encolle les zones en contact avec P2 (Baguettes dorsales des flancs, haut de C3/tasseau de positionnement dans la barre de compression). On encolle les côtés de P2 en contact avec les flancs et avec T2, ainsi que la zone de P2 qui sera en contact avec le cadre C3. On insère P2: il vient buter sur T2. On place les serre-joints d'abord sur les flancs en partant de T2 et en remontant vers l'avant. On serre ensuite P2 avec T2 et P2 avec C3. Déserrage 3 jours après. Mêmes vérifications.
Ouf. Une bonne chose de faite!




Il est indispensable d'être deux pour faire ce collage dans les temps, c'est à dire sans trop trainer au niveau de la colle qui doit rester poisseuse jusqu'à l'assemblage, et qui doit jaillir par les lignes de joint au serrage (tirer une petite plaquette de bois dans les angles pour obtenir un congé qui renforce la solidité finale). De même, il est intéressant de ne pas travailler quand il fait trop chaud: J'avais 16°C dans mon sous-sol, ce qui est impeccable pour coller à la résorcine formol. Il est également important de ne pas prendre le risque de se trouver à court de colle. J'en ai préparé un peu moins de 200g. Il y a eu des excès à essuyer, mais cela vaut mieux qu'un manque ou pire, d'avoir à en repréparer en cours de route!
On va pouvoir reprendre des choses un peu plus simples (entretoises de rigidification dorsales et ventrales, par exemple.
20 juillet 2013
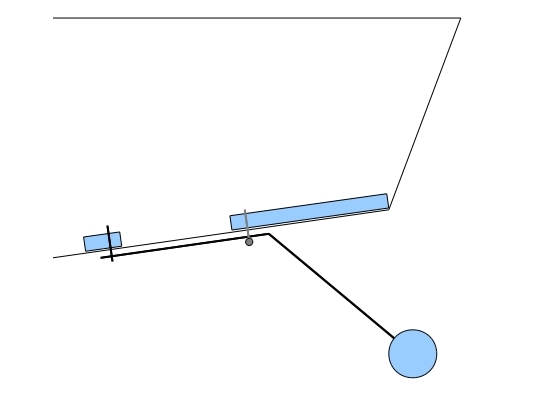
L'équipement du fuselage se poursuit. On a réalisé la traverse de train, constituée un peu comme la traverse d'accrochage des ailes. Il s'agit d'un ensemble de trois tasseaux 15x15 collés ensemble puis emprisonnés entre deux joues de ctp aviation 4mm. Sur cette traverse viennent s'appliquer d'un côté un renfort en Au4G e 4mm, et de l'autre la plaquette d'accrochage des jambes de train. Cette plaquette est également en Au4G de 4mm. Les trous par lesquels passeront les boulons 6mm d'attache des jambes de train sont garnis de petites bagues de bronze pour éviter le matage. Le boulon de fixation centrale prend également le point d'attache "entre jambe" du harnais de sécurité. La liasse laisse au constructeur la liberté de la concevoir. J'ai donc pris ma lime et j'ai taillé une petite bride dans une chute de la tôle inox e 1,5mm dans laquelle j'avais fait les pattes de fixation de la traverse de compression/fixation des ailes. Ca ne bougera pas.
Cette traverse travaillera en flexion, tirée vers le bas en son centre, et poussée vers le haut sur les côtés, là où s'appuient les blocs latex qui joueront également le rôle d'amortisseur. Elle est hyper rigide. Normalement, les efforts transmis bers la cellule lors du toucher seront réduits à une valeur acceptable. Merci, au passage, à Michel Barry et ses calculs...
Les renforts latéraux qui soutiendront l'axe des palonniers ont également été mis en place. A l'avant de ces renforts, une plaque supplémentaire recevra l'axe de passage pour accrocher la jambe de traction qui stabilisera la jambe de train dans le sens avant/arrière.
De même, on a coupé la barre de siège, prévue amovible pour faciliter les visites et la maintenance. Cette barre a été taillée dans une tringle à rideau de hètre. Elle vient se positionner dans les plaques d'accrochage collées sur chaque flanc. Tant qu'on y était, on a également installé les brides d'accrochage des points latéraux du harnais de sécurité sur le cadre principal. Là aussi, la liasse ne précise rien de particulier. J'ai donc posé deux petites brides en acier inox e 1,5mm, percées à 8. J'y mettrai deux mousquetons en dural sur lesquels j'accrocherai le harnais.
Après avoir couché le fuselage sur le côté et l'avoir calé, il est maintenant possible de poser la baguette inclinée qui lie la baguette dorsale de référence et la baguette ventrale. C'est une baguette importante, car elle vient s'appuyer sur la traverse de train et contribue donc de façon importante à la rigidité d'ensemble. Le serrage est un poil acrobatique, comme on peut s'en rendre compte.

On reprend partiellement la technique du pont utilsée pour les baguettes des flancs, avec un serrage latéral en levier. Il faut soigner cet assemblage, ce qui me donne l'occasion de faire un petit point sur la question de la précision, après ces quelques mois de construction. La précision est à l'arrivée si la coupe a été bien faite. De ce point de vue, la scie japonaise "Douzuki" est extraordinaire. Elle est extra légère, extra souple, et extra tranchante. Mais le plus sympathique, c'est qu'elle coupe en tirant. Le résultat est qu'on taille sans effort, sans forcer. On peut se concentrer sur la ligne de coupe. En dix ou quinze coups, le 15x15 est tranché et la coupe est lisse comme si on avait poncé au grain extra fin. Cet outil est cher (46€ chez Métiers et Passion), mais il est exceptionnel. Si, après la coupe, il faut encore un ajustement, je le fait au lapidaire. Là aussi, il faut veiller à ce qu'il soit bien réglé (que le disque tourne bien à plat, et que la table soit parfaitement perpendiculaire).
Avant de couper, il faut tracer, et c'est également un point très important. J'ai remarqué un changement très significatif en utilisant des équerres de qualité. L'équerre d'ébéniste a une lame d'acier bleui solidement fixée dans une barre de bois de rose équipé d'une semalle en laiton. Ca ne s'use pas, et on a une qualité de contact très fine. J'utilise aussi une petite équerre à chapeau qui me permet de faire des renvois de levées d'une face sur l'autre. Pour en finir avec les équerres, suite à un tuyau donné par Benoît, je me suis équipé d'une fausse équerre. Ca change la vie. Enfin, il est évident, mais essentiel, d'utliser un crayon bien affuté et d'être bien éclairé.
Enfin, avant de tracer, il faut bien mesurer. Il ne faut pas éviter à se doter de plusieurs réglets de longueurs différentes pour avoir celui qui est le mieux adapté à la mesure à faire. L'idéal est d'en trouver avec la graduation en mm d'un côté et en demi mm de l'autre. La lumière joue aussi un rôle fondamental.
Comme ca, on peut se faire plaisir.
21 juillet 2013
Au cours d'une conversation avec Michel Barry, le concepteur de la Souricette qui en a calculé tous les aspects (résistance des matériaux, performances de vol, aérodynamique, etc), ce dernier m'a confié qu'un constructeur avait, à titre provisoire, utilisé un boulon et un écrou de qualité courante pour une faxation critique, sans doute au cours d'une mesure sur le chantier. Hélas, il a oublié de le remplacer et plus tard, ce boulon a cassé en vol entrainant la perte de l'appareil et de son pilote... C'est pour cette raison que la norme des boulons est précisée dans la liasse lorsqu'ils jouent un rôle vital. Il est spécifié d'utilser des écrous de classe "8.8".
En conséquence, j'ai numéroté sur la liasse t o u s l e s b o u l o n s. Sur mon carnet de construction, j'ai créé une annexe qui répertorie chacun d'eux. Pour chaque boulon, je précise:
- le numéro,
- la planche où il apparait dans la liasse,
- le role du boulon,
- le type de norme,
- la date de mise en place,
- le couple de serrage,
- le type de freinage,
- la date de marquage.
Une fois le boulon marqué d'une touche de peinture rouge qui me permettra de vérifier que rien ne s'est désserré, je porte mon monogramme en bout de ligne. Ca me permettra de savoir instantanément le statut du moindre boulon utilisé dans la Souricette...
Confortable pour le premier vol!
22 août 2013
Nous attaquons maintenant le montahe de la partie arrière fixe. Cet ensemble comprend la dérive et la partie renforcée sur laquelle s'installe la roulette de queue. La dérive est organisée autour d'un longeronnet incliné collé sur l'étambot, associé à trois nervures symétriques horizontales qui accueilleront également le bord d'attaque vertical. Le tout sera coffré en ctp 2.5mm. A l'intérieur, on positionnera les charnières de dérives. Il faut aussi prévoir la petite traverse de traction de roulette de queue, et les trappes de visite latérales arrières qui serviront à monter le plan fixe et à raccorder la commande de prorfondeur. Il y a donc du travail à faire avet de fermer. Je pense procéder dans cet ordre:
- assembler et coller les baguettes de longeronnet.
- assembler et coller les renforts arrières ainsi que le traverse de traction de la roulette arrière.
- assembler et coller la petite traverse de traction de la roulette de queue.
- percage des trappes de visite et confection des portes.
- pose d'un ctp bouleau e 4mm en face ventrale de la traverse de traction jusqu'à la limite arrière.
- pose de la peau du dos de la limite arrière jusqu'à la traverse arrière de fixation des ailes.
On disposera alors d'une bonne référence pour poser l'âme du longeronnet, les nervures de dérives et le bord d'attaque. En effet, il est essentiel que la dérive soit parfaitement perpendiculaire au plan général de la voilure, sinon la machine sera tordue et je me retrouverai probablement obligé de compenser continuellement en vol.
Longeronnet
Il faut commencer par profiler les deux baguettes du longeronnet de dérive. En effet, elles s'adossent sur les étambots qui sont inclinés par rapport à l'axe longitudinal de la machine (le fuselage se rétrécit vers l'arrière, ce qui est logique). Donc, si on conserve leur section carrée, on se retrouvera avec des faces inclinées vers l'intérieur dans le plan perpendiculaire à celui de l'axe de dérive, et on ne pourra pas coller l'âme du longeronnet correctement. Il faut donc abattre une face des baguettes d'un angle de 5° environ.
Il y a un autre problème, c'est que les nervures horizontales viennent s'encastrer dans les deux baguettes du longeronnet selon une direction parallèle à l'axe longitudinal. Or, les baguettes sont collées sur les étambots qui vont en s'écartant vers l'avant. Il y a donc une arête de la baguette qui dépasse et empèchera de coller le coffrage dans le plan correct. Il faut donc également abattre une deuxième face de la baguette de l'angle qui convient (quelques degrés). Tout ca n'est pas dans la liasse...d'où l'intérêt qu'il y a à se représenter mentalement les opérations de montage à l'avance! Ce surfacage se fait au moyen d'une plaque de CTP sur laquelle on a agraffé une feuille de papier de verre. On contrôle que le profil est correct sur toute la longueur à plusieurs reprises pendant l'opération. On prépare l'arrière en disposant une plaque ctp 5mm entre les baguettes des flancs, à fleur de la surface dorsale, de façon provisoire (l'image montre aussi les cales dont on parme dans le paragraphe suivant en place).
Il peut y avoir une erreur de longueur des flancs qui font tout de même plus de 4.5m de long. Pour ma part à l'arrière, j'ai une petite différence de 3 mm. Cela suffit pour dévier le plan d'appui de l'âme du longeronnet et de me retrouver de travers. Il faut donc coller les deux baguettes sur les flancs de l'étambot de façon à ce que leurs arêtes intérieur vers l'avant définissent une ligne strictement perpendiculaire à l'axe longitudinal du fuselage.
- On tend un fil de foi selon cet axe, passant donc par le milieu de face dorsale.On présente ensuite les baguettes et on positionne une règle contre ces dernières. On positionne l'une des deux baguettes en l'avançant ou en la reculant légèrement en contrôlant avec une équerre. La position correcte est fixée en serrant les baguettes en place avec des serre-joints.
- Dans un second temps, on retire la règle et on vient placer des cales d'appui que l'on fixe solidement au scotch large. On sera certain que la ligne qui passe par les arrêtes de ces cales sera perpendiculaire avec l'axe longitudinal.
- L'inclinaison des baguettes de longeronnet doit évidemment respecter un angle prescrit par le concepteur (unpeu plus de 70°). Deux outils de base seront nécessaires: un rapporteur, et notre amie magique, la fausse équerre. On règle cette dernière avec le rapporteur et on regarde comment les choses se présentent avec la baguette en place.
- Il suffit ensuite de coller les deux baguettes en place bien en appui sur les cales, et chacune d'elles inclinées selon l'angle de la fausse équerre.
On fait attention lors du serrage des serre-joints, que les baguettes ne dévient pas. On se retrouve donc avec les deux baguettes collées selon un plan bien perpendiculaire à l'axe longitudinal et qui n'est pas vrillé "en hélice" puisque les deux baguettes sont à la même inclinaison.
Les renforts arrières
La description de la roulette de queue sera décrite au chapitre "train d'aterrissage" dès qu'on débutera la fabrication des plièces métalliques (cet hiver, car il n'y aura pas de contraintes en température). On ne traite ici que des aménagements bois pratiqués sur le fuselage.
La roulette de queue est montée sur une lame ressort coudée associée à une contre lame. Le point d'appui principal est pris sur une plaque de CTP 12mm collée entre les baguettes ventrales à l'extrémité arrière, renforcée par deux pièces triangulaires en CTP 12 mm, collées sur la plaque, sur les baguettes entretoises de l'arrière et sur les baguettes du longeronnet de dérive. Il n'y a pas de difficultés particulières. On serre les plaques triangulaires avec une contreplaque taillée pour offrir deux lignes parallèles pour le serre joint. On procède en deux fois, une par côté car on a besoin de toute la place en largeur pour disposer les serre-joints efficacement.
La petite traverse de flexion
Lors de la prise de contact de la roulette de queue avec le sol, la lame est mise en flexion du fait de son ancrage sur le point d'appui. Cette flexion transmet un effort vers l'autre extrémité de la lame qui est fixée sur une petite traverse de bois dur. Cette traverse travaille donc en flexion vers le bas. J'ai choisi dans mon tas de bois , une belle buche de chêne, bien droit fil (sèche depuis plusieurs années). J'ai coupé à la scie à ruban un bloc aux bonnes cotes, sur dosse (les couches sont empilées de façon à ce que l'effort de flexion les fasse travailler "à plat"). Cette traverse est collée à une petite entretoise en PO qui vient se positionner entre les baguettes ventrales. Il n'y a pas de difficultés particulières. On perce l'ensemble pour le boulon qui retiendra la lame et on met en place pour collage. Voici une vue du serrage et de la traverse après retrait des serre-joints.
Dimanche 25 août 2013
Au cas où il ne serait pas possible de stocker la Souricette en état de vol, il doit être possible de la stocker sur remorque, ce qui signifie que le plan fixe doit être démontable. La conséquence, c'est qu'il faut aménager des trappes à l'arrière au droit des taquets au travers desquels on boulonnera les pattes de fixation. Sur les machines que j'ai pu observer, on s'est contenté d'un trou circulaire, parfois obturé par une large pièce d'adhésif. J'avais pensé initialement à une plaque circulaire fixée par des boulons "quart de tour" sur des écrous prisonniers que j'aurais disposé sur une plaque renfort interne. Finalement, j'ai choisi de faire une trappe circulaire au dos de laquelle une barette de bois dur est fixée. On l'enclenche dans une fente ménagée sur la plaque renfort interne. Une fois passée derrière, on bloque la trappe par une rotation. C'est la technique présentée par Cabanes dans son ouvrage sur la construction des planeurs, datant d'avant guerre. Une patte en aluminium léger est collée à l'époxy permet de manipuler la trappe en rotation. Des petits taquets qui servent à positionner la trappe au moment de l'insertion et d'empêcher tout arcboutement lors de la rotation.
Lundi 9 septembre 2013
Il faut maintenant s'engager dans la construction de la partie fixe de la dérive. On se reportera au 22 août 2013 pour ce qui concerne la pose et la mise en forme des deux baguettes du longeronnet. Il faut maintenant placer l'âme de ce longeronnet, constituée d'un CTP de 2,5 mm. Il est essentiel de poser cette âme de telle façon que son axe longitudinal soit parfaitement perpendiculaire à l'horizontale de référence de la voilure. On installe la peau du dos qui est coupée au niveau de la traverse arrière de fixation des ailes. Cette dernière est prise pour référence comme horizontale (la traverse de compression n'est pas encore en place). On note, à cette occasion, que la face dorsale est bien horizontale. Toutes ces vérfications se font à l'aide d'un niveau à bulle. N'ayant pas d'expérience particulière, je décide d'examiner les différentes méthodes pour vérifier la verticalité de l'âme du longeronnet.
Première méthode.
On tire l'axe central au crayon sur les deux faces de l'âme. Sur la face qui sera tournée vers l'arrière, on place des petites mires triangulaires (chatterton coupé aux ciseaux) dont la pointe est pile sur l'axe. On en prévoit trois ou quatre répartie sur toute la hauteur. On positionne ensuite l'ame sur les deux baguettes en la tenant avec des pinces. A partir du centre de l'arête supérieure, on pose un fil à plomb et avec en se reculant on vérifie par des visées que le fil passe devant les mires. Le cas échéant, on incline l'âme sur babord ou sur tribord de façon à ce que l'axe soit bien vertical.
Deuxième méthode.
C'est une méthode optique. On perce deux petits trous sur l'axe que l'on a tracé sur l'âme du longeronnet et on dispose deux équerres le long de la ligne de foi longitudinale. On illumine chacun des trous avec une lampe équipée d'un tronc de cône en carton afin que la lumière ne déborde pas de l'âme du longeronnet et on place l'atelier dans l'obscurité. On se porte ensuite à l'avant. Un aide ajuste la position de l'âme de façon à ce qu'on puisse faire une visée vers chacun des deux trous passant juste sur l'arête des deux équerres. Pour ma part, j'ai appliqué cette méthode pour peaufiner le résultat obtenu avec la première méthode. Le résultat était bon sans difficulté particulière.
23 septembre 2013
Préparation du bord d'attaque. Il s'agit d'arrondir une latte de Pin d'Orégon. La liasse invite "à faire réaliser un fer de toupie en forme". N'ayant pas cette possibilité, on travaille au rabot et à la cale à poncer. Le travail se guide sur l'axe tracé sur la latte. Les zones qui doivent rester intactes sont marquées au crayon rouge: le trait doit demeurer apparent après l'usinage. Je me suis confectionné un petit gabarit en aluminium. On vérifie la régularité du travail "à l'oeil" et à la main. Il faut ensuite réaliser les deux encoches sur toute la longueur, encoches dans lesquelles viendront s'encastrer les ctp 1,5mm de coffrage. Plusieurs solutions peuvent être envisagées pour faire ces encoches. Après consultation de Gégé, mon ébéniste référent qui a réalisé une superbe souricette (la n°152), soit on fait la pièce en deux parties collées ensemble à la résorcine formol, soit on encoche au guillaume, un rabot spécialisé qui travaille non sur une ligne de coupe unique, mais sur deux lignes à 90° au moyen d'un fer dégagé sur deux faces. Je choisi cette dernière méthode.
Il faut faire un petit montage sur une planche bien plane [1] [2] sur laquelle on positionne le bord d'attaque posé incliné grace à une petite latte. On en dispose une seconde avec des serre-joint. Cette seconde latte servira de guide pour passer le guillaume. On obtient une encoche satisfaisante. Je corrige les petites imperfections en utilisant un "mini guillaume", un petit outil super sympa à utiliser qui permet de travailler avec beaucoup de précision.
12 octobre 2013
On prépare la peau dorsale. A ce stade, deux opérations sont à réaliser: Premièrement, le positionnement de façon à ce que l'arête avant de la moitié arrière de la peau dorsale s'applique parfaitement le long de la traverse arrière de fixation des ailes, et que la peau dépasse de chaque côté des flancs, et deuxièmement la découpe de la lumière de passage du guignol de commande de la profondeur. Cette découpe se fait à la scie à chantourner. Quand la peau du dos est positionnée, on trace les positions des flancs et des baguettes sur la face intérieure de la peau dorsale. Ceci fournit un repère qui sera très utile lors de l'encollage. On reporte aussi ces repère sur la face extérieure, afin de repérer les zones d'applicatoin du serrage. On en profite aussi pour anticiper à ce stade, la séquence de serrage. Ce ne sera pas simple à faire tout seul. On posera une traverse avec des cales pour serrer l'avant sur la latte d'appui collée sur la traverse arrière de fixation des ailes. Pour le reste, on utilisera des serre-joints sur les zones ouvertes des flancs. Pour les zones closes par des panneaux (étambot et avant) on serrera aux petits clous.
20 octobre 2013
La peau dorsale est collée comme prévu. Il est bien préférable d'être deux, un de chaque côté, en travaillant de l'arrière vers l'avant, en trois étapes. On a préparé 125g de colle en comptant une marge de 30% dont on a consommé un peu plus de la moitié. Il n'y a pas eu de problème si ce n'est qu'il est indispensable de placer un contre poids lourd sous la baguette dans laquelle on insère les petits clous de serrage. En effet, quand on frappe la petite pointe au marteau, une part de l'énergie sert à enfoncer le clou, mais il reste une part excédentaire importante qui est transmise à la baguette. Si celle ci est libre elle va absorber toute cette énergie qui va s'appliquer au moins en partie au niveau des collages qui parfois sont en bouts, et dépourvus de goussets. Il y a de forte chance que les collages soient abîmés, voire se rompent. On place donc en contact étroit mais sans nécessairement pousser, une masse assez lourde sous le lieu du choc. D'une part, la réaction de cette masse va s'opposer à la flexion vers le bas, et d'autre part, la masse va absorber une bonne partie de l'énergie excédentaire et préserver les collages.
Après séchage, les côtés des flancs qui débordent sont arasés au rabot de paume et finis à la cale à poncer. J'ai choisi de suivre l'arête des baguettes supérieures et des goussets latéraux. Il en résulte de très légères sinuosités dues aux goussets, mais il n'y a aucune aspérités dans lesquelles le fuselage pourrait s'accrocher durant la suite de la construction.

27 octobre 2013 - 3 novembre 2013
On poursuit la construction de la partie fixe de dérive avec la pose de la nervure de base, collée sur la peau du dos. On note que les extrémités de cette nervure portent sur des baguettes ou des tasseaux sous la peau dorsale. Il n'y aura dons aucun problème de rigidité et de solidité. Bien entendu, on a réinstallé la ligne de foi axiale longitudinale et on positionne la nervure par rapport à cette ligne. Le serrage du collage se fait au moyen d'un pont répartisseur tendu par un serre joint.
La nervure sommitale de la dérive doit être dans un plan strictement parallèle à la peau dorsale. On relève l'angle à la fausse équerre et l'on réalise deux cales d'appui selon cet angle. Il faudra aussi tirer la nervure contre le longeronnet pour le serrage de son collage. On fabrique un petit équipement en tasseau de sapin que l'on insère dans l'évidement circulaire le plus proche de la nervure. Cet équipement fournira un point d'appui aux serre-joints de serrage.
Tous ces serre-joints au sommet du longeronnet tendent à le faire légèrement fléchir vers l'arrière. Il faut donc vérifier la rectitude de la surface arrière du longeronnet et le redresser par traction (LEGERE!) avec une petite sangle accrochée vers l'avant. Ce redressement place l'ensemble en bonne position pour poser le bord d'attaque (BA). C'est une opération plus délicate qu'il n'y parait. Dans un premier temps, on relève l'angle de la surface de contact entre la nervure de base et le bord d'attaque que l'on reporte sur ce dernier afin de pratiquer une coupe en biais. Cette coupe est faite à la scie japonaise. La coupe permet au BA de s'appliquer parfaitement à la surface de base de la peau dorsale et à la surface inclinée à l'extrémité de la nervure. Le tout ne constitue tout de même pas un assemblage très résistant tant que les coffrages latéraux en CTP ne sont pas faits. Pour cette raison on place également un petit renfort d'angle.
Le BA vient se poser sur la face avant de la nervure sommitale. Il suffit de couper ce qui dépasse en haut de façon à ce que le plan de coupe vienne en prolongement de la face supérieure de la nervure. Des relevés au réglet donnent l'angle adéquat et la coupe se fait à la scie japonaise. Le serrage du BA sur les parties fixes est assez complexe. Une série de photos vaut mieux, ici, qu'un long discours [1] [2] [3].
Il reste à placer la nervure intermédiaire. Il est extrêmement difficile de retrouver un assemblage parfait à la hauteur du plan, non cotée par ailleurs, donc offrant un certain degré de liberté raisonnable. J'ai préféré tricher un peu et rechercher la position qui me donne la meilleure jonction. Je l'ai trouvée à quelques cm de la position donnée par le plan. Je préfère accepter ce petit écart que de me lacer dans le retaillage des contours de la nervure. On vérifie avec une règle bien droite que l'atéralement on touche bien les trois nervures sur les droites génératrices du volume de dérive. C'est ici le cas de chaque côté. Le serrage n'est pas simple non plus. On utilise le même outil que pour la nervure sommitale afin de pouvoir placer un serre-joint. La cordelette de compensation de la flexion engendrée par le poids des serre-joints reste en place et son réglage est vérifié. On ajoute de petits renforts pour consolider l'assemblage tant que le coffrage n'est pas fait. Tout ceci rajoute quelques grammes à l'arrière ce qui, vu mon poids, va dans le bon sens d'un point de vue centrage. Il ne faut pas exagérer toutefois, pour ne pas avoir de moment excessif vis à vis de la structure du fuselage, par rapport à l'endroit où le CTP s'arrète.
22 novembre 2013
Collage de la partie avant de la peau dorsale. On positionne la peau en place sur le fuselage de façon à ce qu'elle s'applique parfaitement le long de la traverse arière de fixation des ailes et qu'elle déborde de chaque côtés. On fixe provisoirement avec quelques pointes fines. Dans un second temps, en passant sous la machine, on relève les contours des trois découpes: le trou d'homme, la lumière du guignol de gauchissement et l'orifice de positionnement du réservoir. On ressort la plaque et on pratique les découpes à la scie sauteuse (en laissant un bon centimètre de marge "au cas où".
La difficulté de l'exercice réside surtout dans le fait qu'on a une surface importante à coller pour un temps ouvert que l'on sait réduit. On rappelle que ce temps ouvert est d'autant plus long que la température est plus basse (au dessus, cependant, de la limite inférieure de mise en oeuvre donnée par le fabricant de la résorcine formol. J'avais 16°C dans mon atelier. J'ai préparé 300 g de colle en deux batches de 150g. Pour ne pas traîner durant l'encollage, j'avais préparé une palette assez large (5cm) pour étaler la colle après le dépoussiérage. Le temps ouvert pour cette opération n' a pas dépassé 15 minutes. On y parvient normalement, en se pressant un peu et si tout a bien été anticipé.
On commence le serrage au serre-joints [2]en débutant dans les endroits vitaux (arrière de P2, voisinage de C3, P1). Le serrage en pleine plaque se fait aux petits clous tête homme. Les zones accessibles via les ouvertures permettent la mise en oeuvre de serre-joints [1] [2] [3].
Ce collage est vital, puisqu'il participe à la rigidité des parties du fuselage qui doivent l'être. On réalise donc en fin de travail une éprouvette "au pire": un chute de CTP2.5mm est collée sur un CTP 12mm avec un temps ouvert de 45 min (la colle ne poisse quasiment plus). Testée à la rupture un mois plus tard, le CTP se délamine mais le collage reste intact (bon résultat).
14 décembre 2013
Avec le froid, les travaux ralentissent un peu. La température de l'atelier (13°C) ne permet plus de mettre en oeuvre la colle résorcine formol dans de bonnes conditions. On va donc se réchauffer en installant la barre de compression sur la partie dorsale du fuselage. C'est la barre qui a été soudée TIG présentée au chapitre "métal" (10 octobre 2012). Cette barre passe à travers la peau dorsale et la plaque structurelle dans laquelle est découpé le trou d'homme. Les pattes à l'extrémité prennent "en pince" le cadre principal, son croisillon de rigidité en Au4G et le tasseau sapin de calage. Le positionnement de la barre conditionne une donnée impérative: les 5° d'inclinaison qui donneront l'incidence de la voilure. Bien entendu, les trous de fixation sont trop proches des bords (et dans des coins en plus!) pour pouvoir passer un mandrin de perceuse...J'aurais du percer le cadre principal avant de coller le fuselage. C'est le genre de chose qu'on découvre après.
Je m'en suis sorti en achetant à Métiers et Passions (voir page de liens) un forêt diamètre 3mm, 30 cm de longueur... Je l'ai mis dans un mandrin qui m'a servi de poignée et j'ai travaillé en cintrant le forêt, qui était très souple et en passant un guide en bois dur pour avoir la bonne inclinaison. Le trou a ensuite été élargi avec des limes rondes type "queue de rat". Bref, j'en ai bien bavé.
Les encoches dans la face dorsale ont été réalisées en deux temps: en premier lieu, un positionnement des extrémités par le biais de deux trous(diamètre 2mm, forêt de 30 cm de longueur, également très souple; eten second lieu, ouverture rectiligne entre les trous avec une scie à guichet. Là aussi, pas facile.
Voici la barre en place vue de l'avant, la barre en place vue de l'arrière, ainsi qu'une vue intérieure qui permet de voir comment ca se présente. Il y a des coulures de colles. Le collage du cadre principal et de la plaque structurelle sont vitaux. J'ai donc été très généreux en colle pour que ca s'éjecte au serrage afin d'être bien sûr du collage. Ce n'est pas beau, mais c'est une indication de sûreté du collage. Simplement, il y aura une petite séance de papier de verre...
A noter: j'ai placé un tout petit trait de peinture rouge sur les écrous et les boulons afin de contrôler d'un seul coup d'oeil un éventuel désserrage. Bien entendu, on utilise des boulons de classe 8.8 et des écrous nylstop, ainsi que le prescrit le concepteur. Chaque boulon est ensuite indexé dans un tableau général de la visserie dans lequel on précise la fonction, le N° de planche dans la liasse, le type de boulon, le moyen de freinage, et la date. On ne place la tache de peinture rouge qu'après avoir rempli le tableau. Ceci évite d'utiliser de la visserie impropre et permet d'être sur de ne rien oublier.
18 février 2014
traverse avant d'appui moteur
Comme je n'utiliserai pas le JPX pour des raisons de poids, et que j'envisage d'installer un Hirth F23, il faut revoir l'avant du fuselage, là où C1 va venir s'appuyer. La traction du moteur ne va pas être vraiment dimensionnante, puisqu'elle va représenter un peu moins de 100 kg, soit beaucoup moins que la résistance du collage de C1 sur la structure. Ce qui est dimensionnant, c'est le cas de l'aterrissage "dur". Le poids du moteur, augmenter de l'accélération vers le bas à l'instant de la prise de contact, va réer un moment important. Les points hauts (au dessus du CG du moteur) vont travailler "à l'arrachement", et les points bas (en dessous du CG) vont travailler "à la compression". J'ai consulté Gégé, l'auteur de la splendide Souricette 152. Il a posé des massifs aux quatre coins du fuselage ce qui permet d'installer les silent block de liaison avec le moteur. Après une discussion avec le concepteur, j'ai adopté une solution optimisée du point de vue du poids (compte tenu de mon poids, la machine sera sûrement centrée "avant", il faut donc être léger en avant du CG global). J'ai donc taillé des petits massifs en hêtre que j'ai collé dans la structure à l'avant, avec des découpes pour les goussets, afin de ne pas les interrompre. Ce sera très solide. Voici ce que ca donne.
Enfin, j'ai collé la traverse basse avant, constituée d'un doublon de 15x15 en pin d'Oregon. Il reste à concevoir un renforcement interne qui s'accrochera dans la structure et sur lequel C14 viendra se coller. Mais ceci ne sera possible que lorsque le moteur sera là, c'est à dire pas tout de suite...
1er mars 2014
Dérive (partie mobile)
Les charnières et les coussinets de bronze qui les équipent ayant été réalisées (voir chapitre "métal"), on s'engage dans la fabrication de la dérive. Celle-ci s'organise autour d'un longeronnet sur lequel viennent s'encastrer des demi-nervures triangulaires à l'arrière, et se coller des demi-nervures profiléesà l'avant. Des cloisons internes viennent rigidifier l'ensemble tout en restant très léger. Une peau de CTP1.5 vient coffrer l'ensemblesur la moitié de sa profondeur. Le bord de fuite est fixé sur les nervures par des goussets. La pièce doit pouvoir pivoter de 20° de chaque côté, entrainée par un guignol boulonné sur la nervure basse. L'idée générale est de monter le longeronnet sur ses charnières, de le caler bien droit, puis de monter toute la dérive "in situ".
Ce n'est pas une pièce très simple à réaliser. Les surfaces de collage sont assez minces (l'épaisseur des nervures). Bien entendu, la dérive ne doit pas être vrillée et doit être construite bien dans l'axe. La liasse est relativement "sobre" sur ce point. Elle prescrit de commencer par le longeronnet (une âme de CTP 2.5 avec deux tasseaux de15x8 en PO collés sur les bords. Pour avoir une forme régulière, il fait abattre la face de collage de facon à ce qu'ils soient inclinés corrrectement par rapport aux demi-nervures arrières dont les arrêtes doivent se trouver dans le prolongement. Il faut abattre d'un angle de 3° pour avoir la bonne inclinaison. Pour ce faire, plutôt que de partir dans une histoire de calage suivi d'un passage à la défonceuse, je choisis de procéder à un poncage manuel sur un "marbre" (voir chapitre "atelier" pour les détails). Ce marbre est constitué d'une épais morceau de médium sur lequel j'ai collé une épaisse plaque de verre, ce qui donne une bonne surface de référence.
Une fois assemblé, ce longeronnet est équipé des renforts en PO et en CTP 4mm sur lesquels on vient boulonner les charnières. Le tracage est important. On a calé le longeronnet sur la partie fixe de dérive à une distance qui permette d'insérer les charnières légèrement "à serre ". Les charnières sont maintenues en place avec des pinces à dessin, puis le longeronnet ainsi équipé est déposé pour procéder au tracage des trous. On perce ensuite à la perceuse à colonne pour être bien perpendiculaire et bien au bon endroit. Cette opération est suivie d'un assemblage provisoire qui permet de vérifier l'amplitude de rotation dont le total est de 40° Ce résultat est ici obtenu sans difficultés. On boulonne les charnières avec des boulons 8.8 et des écrous inox nylstop. Par sécurité on ajoute une petite goutte de frein cyanolit dans le filet pour bloquer l'ensemble. On a pris soin de s'assurer que la partie lisse du boulon traverse bien toute la charnière.Comme elle est un peu trop longue, on a tourné une petite bague en aluminium pour obtenir un bon serrage avec le nylstop. Comme d'habitude, type de boulon, méthode de freinage et numéro de planche sont consigné dans le "tableau de visserie" du livre de construction.On recale ensuite le longeronnet bien dans l'axe et on poursuit la construction.
8 mars 2014
Coupe des demi- nervures et du bord de fuite de la dérive.
Les demi-nervures sont coupées grossièrement à la scie sauteuse. Une seconde coupe d'apoproche est réalisée à la scie à guichet, suivie d'un ponçage léger.. Le bord de fuite est réalisé dans une baguette de PO dont on abat les deux faces principales de l'angle correct permettant d'atteindre la largeur prescrite par la liasse. Comme il y a pas mal de bois à enlever, on démarre au rabot en calant la baguette sur l'établi. La finition est faite au "marbre" et au papier de verre fin. C'est long, mais la progressivité permet d'arriver sans problème à un bon résultat. Le guignol de direction est assemblé sur la nervure basse. Pour les mêmes raisons que celles indiquées plus haut, on insère des colonnettes d'alu pour avoir un bon serrage.
19 mars 2014
Le haut de la partie fixe de la dérive est trop proche du plafond: il n'y a plus assez deplace pour passer la partie mobile de la dérive. Il faut donc baisser la hauteur de travail sur le trolley.
13 avril 2014
On démarre l'assemblage de la partie mobile de dérive. On commence par la demi-nervure arrière médiane. La face d'extrémité qui s'appuie sur le longeronnet est biseautée au bon angle. Pour ce faire, on se fabrique un petit gabarit qui servira pour les autres dem-nervures. La technique de serrage est assez compliquée. Il faut fabriquer une cale que l'on recouvre de scotch silicone et qui servira à la fois de guide de positionnement et de point d'appui pour les serre-joints.
L'alignement de la demi-nervure sur l'axe longitudinal est effectué avec une règle horizontale pincée sur le longeronnet et réglée parfaitement symétrique (fausse équerre- angle identique à babord et à tribord). On place deux points symétriques de chaque côté et on vérifie les distance de ces points à l'extrémité arrière (côté BF) de l'axe de la demie-nervure. Le collage est fragile car il n'intervient que sur la zone de contact avec les deux baguettes du longeronnet et avec l'âme de celui-ci. On place une petite équerre de CTP12 taillée au bon angle pour soutenir cette pièce. On la serre avec une chute de CTP en porte à faux serrée par le milieu.
On place la demi-nervure supérieure exactement de la même façon.
19 avril 2014
On installe la demi-nervure avant. La liasse ne s'exprime pas sur l'espace entre le sommet de la partie fixe et la partie mobile de la dérive. Je choisis de donner 2.5mm que j'obtiendrai en utilisant des petites chutes de CTP de cette épaisseur. La techniqe de serrage est différente, puisqu'on travaille sur une angle supérieur à 90°. Re-cale en forme, re-serre-joints. Pour appliquer la demi-nervure avant contre le longeronnet, on a percé un orifice circulaire dans la demi-nervure, légèrement en avant de celui qui lui correspond sur la nervure supérieure de la partie fixe. On place ensuite un carré 15x15 en PO dans l'orifice et on le presse en ressort contre le longeronnet. C'est très efficace. On empêche la demi-nervure de se relever en la pinçant avec une petite presse et le tour est joué.
21 avril 2014
Après avoir coupé la nervure somitale de la dérine, on la colle en place au bout du longeronnet. Là encore, il y a une belle partie de serre-joint. Comme il ne faut pas tordre le longeronnet, on ne peut utiliser des sangles et des poids. Cales en formes, points d'appuis pris en pince sur le longeronnet...On vérifie bien l'alignement des trois dem-nervures pendant l'opération. On colle également le petit bord d'attaque (BA) en place, maintenu, lui, par un sandow puisque le point d'application de celui-ci est proche de la charnière ce qui offre une rigidité suffisante. On vérifie que les trois nervures sont bien alignées au niveau du bord de fuite pour ne pas avoir de problème au moment où on le collera. On vérifie que tout est droit en s'éloignant à l'avant de la machine: ca doit "contenter l'oeil". On vérifie après coup avec une règle pour être sur qu'on est bien dans le prolongement de la partie fixe de dérive. Tout semble OK. Pendant que ca sèche, on taille le débit de la pièce de hètre qui servra de contre poids de dérive, dans une belle buche bien droit-fil et bien serrée.
27 avril 2014
La liasse prescrit un contre poids de 250 à 300 g. Le bloc est coupé en forme à la scie à ruban et l'ajustement de la masse se fait par perçage de la face arrière, qui sera située à l'intérieur du coffrage. On s'arrête quand la masse est de 270 g. Le bloc est collé en place à la résorcine et serré par trois serre-joints associé à des pièces d'appui en "V" posée sur le bord d'attaque de la dérive.
21 juin 2014
Le bord de fuite a été assemblé sans difficultés. Il est lié d'une part à la nervure sommitale et d'autre part aux nervures intermédiaires haute et médiane par des goussets. Ces goussets sont amincis sur les bords afin de limiter les sur épaisseur au moment de mettre l'entoilage. Après avoir tiré une ficelle de foi entre l'extrémité basse du bord de fuite (qui est "en l'air) et le bas du longeronnet, on en déduit la forme exacte ainsi que la position d'une pièce de liaison en CTP 12mm. Cette pièce de liaison est taillée et collée en place sur le bord de fuite.
Dans un second temps, on construit la partie basse de la structure. Il y a une nervure basse, qui s'accroche dans le longeronnet et vient s'enfourcher sur la pièce de liaison. Cette nervure est importante car c'est sur celle-ci que l'on fixe le guignol de direction. Cette nervure reçoit une pièce de renfort en CTP de bouleau de 4mm. On perce ensuite l'ensemble pour y fixer le guignol, que l'on a coupé dansune plaque d'Au4G de 6mm d'épaisseur. On ne pourra pas revenir sur ces fixation car un côté sera enfermé dans le coffrage. J'ai utilisé quatre boulons de classe 8.8, et serré avec des Nylstop renforcés par une goutte de frein à filet loctite. C'est serré à la limite de l'enfoncement des rondelles. Ca ne bougera pas. La découpe à l'extrémité arrière de la nervure, celle qui vient s'enfourcher sur la pièce de liaison, doit être assez précise. Elle est réalisée à la scie à chantourner.
Ensuite, une pièce en CTP de 4mm vient fermer le dessous de dérive. Il faut prévoir un petit tasseau en bas du longeronnet pour pouvoir y coller cette pièce de fermeture. Du côté du bord de fuite, elle vient à la fois se coller sur la face inférieure de la pièce de liaison et à l'extrémité du bord de fuite. Cette vue donne une idée générale de la structure.
Pour bien rigidifier l'ensemble, trois cloisons internes[1] [2] [3] sont collées à distance du longeronnet entre les nervures. A ce stade, il faut faire attention, car le coffrage va venir fermer l'ensemble et constituer une série de cavités étanches. Il faut impérativement prévoir un circuit de mise à la pression extérieure de toutes les cavités internes, car avec la différence de pression entre le sol et l'altitude de vol, ces cavité peuvent éclater. Afin d'éviter que des poussières, ou des impuretés ne viennent boucher les orifices nécessaires, ces orifices sont chemisés avec des petites bagues de propreté coupées dans un petit tyube d'aluminium et collées à la cyanolite. La mise à la pression extérieure se fait avec une petite buse qui traversera la pièce de fermeture de la dérive. On tourne cette pièce dans un barreau d'alu du commerce. L'orifice externe, tourné vers l'arrière, est obturé avec un petit tampon brite qui fait fonction de filtre. Il ne pèse que 3 grammes.
Les cloisons internes apportent une rigidité très importante. En partie basse, où la liasse ne prévoit pas de cloisons intermédiaires, on ajoute deux petits renforts ajourés.
Il reste à coffrer la dérive avec du CTP aviation 15/10. On commence par la partie fixe. Dans un premier temps, on réalise un patron en carton qui permettra de couper une pièce parfaitement jointive avec le bord d'attaque et l'arrière du fuselage. On peut laisser une petite marge vers l'arrière, au cas où... La pièce est agrafée sur le bord d'attaque et sur les trois nervures de CTP et serrée sur le longeronnet de partie fixe de dérive avec une série de serre joints appliquée sur une règle bien droite, ce qui permet de bien répartir la pression de serrage, faute de quoi, on risque d'avoir des décollement du ctp 15/10 entre deux serre-joints. Comme la colle n'est qu'à un mois de sa limite de vie, selon la date indiquée sur le pot, on réalise une petite éprouvette afin d'être tranquille.
Ensuite, on coffre la partie mobile de la dérive. Le coffrage se fait en deux pièces. D'une part une pièce suit le longeronnet, englobe toute la profondeur de la dérive en partie haute, et vient accoster progressivement sur la nervure basse, ce pour quoi on pose deux petites baguettes d'appui, car l'épaisseur de la nervure sert à coller la seconde pièce. D'autre part, un triangle ferme la partie basse, entre la nervure basse et la pièce de fermeture. Le serrage de ces deux pièces se traduit par une jolie partie de serre-joints.[1] [2]
Inutile de dire qu'à l'issue de ces semaines de travail, il y a un certain plaisir à poncer tout ca pour que ca soit beau comme tout. Une petite inquiétude: comme on a collé face par face, n'y a t'il pas eu de torsion ou de déformation? Au remontage, tout vient impeccablement en place. Les boulons 8.8 passent tout seul dans l'empilement des coussinets de bronze que l'on a prévu pour les articulations. On mesure le débattement latéral: 20° de chaque côté, comme demandé par la liasse. On est bon.
La dérive est terminée. On va désormais passer l'été à réaliser le plan fixe et la gouverne de profondeur.
7 août 2015
Le fond de la cellule étant constitué d'une feuille de contreplaqué de 25/10, il est trop fragile pour résister à la force du pied du pilote pendant qu'il s'installe aux commandes. On crée donc un point fort qui fournira un appui suffisant, mais ce système doit être léger. On a donc réalisé un petit longeron coffré de section carrée, en CTP de qualité courante de 5mm d'épaisseur. Il faut prendre soin de percer les cavités étanches constituées par les diaphragmes internes de ce longeron. Voici une autre vue du longeron en place. On remarque la petite réglette de CTP e5 sur laquelle on collera un planché de même épaisseur renforcé en dessous par des nervures verticales.
23 janvier 2016
La liasse prévoit, pour le siège du pilote, une toile tendue façon "chaise longue" entre un tasseau rectangulaire fixé sur le cadre principal du côté haut, et sur une barre ronde de sapin encastrée dans deux supports de CTP 12mm collés sur les parois. Cette barre peut se retirer, ce qui permet de visiter l'espace sous le siège. Cette solution est simple et légère, donc tout à fait adaptée. Je décide toutefois de modifier un petit peu le système afin de pouvoir retirer complètement le siège: il se fixera sur la barre haute [1] avec deux sangles d'amarrage sécurisant un recouvrement de velcro de 50 mm de large. L'assise est réalisée en forte toile de coton unie. Les coutures sont faites au fil de polyester extra résistant, de type "couture". Il existe des fils professionnels de toute sorte (en dacron par exemple), mais d'une part il ne sont pas forcément exploitables avec une machine à coudre "familiale", et d'autre part si ils sont trop solides, ils risquent de déchirer le tissus. Les coutures d'assemblage sont triplées. A chaque extrémité et au milieu, on fait un rectangle avec un X dedans [1] . Les sangles d'accrochage sont cousues par des coutures triples, renforcée par une couture supplémentaire en S. A l'extrémité, un rectangle et son X inscrit. Ca ne va pas mollir.
Voilà ce que ca donne: [1] [2] [3]
Du coup, ca fait un petit choc, car "l'ambiance" à l'intérieur de l'habitacle change... C'est là que je vais m'asseoir!
Je prends place dans la machine. C'est vraiment étroit: les épaules touchent, mais on fait vraiment corps avec la structure... Je note le bon placement du minimanche latéral qui tombe bien sous la main. Je me félicite d'avoir prévu un tableau de bord simple et de faible hauteur: Il va me permettre de passer la main dessous sans problème pour activer la manette des gaz qui se trouvera assez loin devant. Il me semble vraiment impératif de retenir des instruments de bord au standard 2 pouces un quart (57mm). Car chaque cm compte. Avec des cadrans au standard 80mm, ca nous emmène vers un tableau de bord d'au moins 100mm de haut. Et il faut encore ajouter l'espace de découplage mécanique d'avec la cellule, d'environ 7 à 10 mm.
Je note aussi que ma position de palonnier est impeccable. Je n'ai pas à me contorsionner pour appuyer à fond, ni à pousser avec la pointe des pieds ou cette sorte de chose. Je ne suis pas du tout gêné par les câbles de direction qui suivent sagement leur cheminement à quelques cm du plancher. En revanche, et je le savais, ne serait-ce que par le retour d'expérience généralisé des collègues Souriciens, mais aussi parceque le concepteur me l'avait dit, lorsque je pousse le minimanche à fond tribord, l'ensemble articulé vient toucher mes jambes. Avec la position max/tribord théorique, telle que vue du minimanche, c'est à dire celui-ci en position verticale puisqu'il est soudé incliné de 15° vers l'intérieur lorsqu'il est au neutre, ca ne touche presque pas. Après avoir discuté avec le concepteur, je n'aurais une vision définitive de cette question qu'après la mise en croix et après le raccordement des commandes de gauchissement. Dernière remarque pour le moment: MERCI AU MINIPLANCHER! Il fournit un point d'appui indispensable pour prendre place à bord de la machine et pour en sortir. Je note la position idéale de la manette des gaz, ce qui va me permettre de réaliser son support.
30 septembre 2017
Il est particulièrement important de bien protéger la cellule contre les parasites divers qui peuvent toujours l'abîmer , voire la détruire complètement, cette destruction étant considé&rée dès lors que des atteintes sont suffisament suspectes pour qu'on perde totalement confiance dans son intégrité. Evidemment, une rupture d'une pièce suite à un effort durant le vol, parce qu'une larve quelconque à creusé un petit trou, ce n'est tout simplement pas une option. Après avoir pris conseil auprès de constructeurs, et plus particulièrement auprès de celui de ce que j'appelle ma machine référente (Souricette #172) j'ai badigeonné toute la menuiserie de Xylophène non gras. "Non gras" car après séchage, il ne reste pas la moindre sensation particulière au toucher: pas de poisse, ni de gras, ni même de modification de l'état de surface. Le Xylo passé au pinceau, pénètre à fond dans le bois, naturellement et c'est sec en moins d'une heure (Temp atelier: 16°C).
La seconde étape consiste à une mise en peinture interne, afin que la poussière ne s'accroche pas trop, et que l'ensemble soit bien net. Là aussi, le retour d'expérience est important. En particulier, il faut se garder du danger d'alourdir la cellule, car on a très vite fait de prendre un ou deux kilos en peinture, si l'on n'y prend garde. C'est une opération que j'ai trouvé fastidieuse. Il faut commencer par déséquiper au maximum la cellule (démontage des palonniers, de la plaque support de la manette de gaz et du starter, du tableau de bord, du siège, du circuit d'essence et de la plaque support de poire et de vanne by-pass, du circuit de pression statique, des gaines de starter et de gaz, des câbles de démarreur, etc). Je n'ai pas sorti la barre de palonnier, et je n'ai pas démonté les commandes de profondeur et de gauchissement, ni les câbles de lacet.
Donc, tout ce qui reste doit être protégé. On dispose des feuilles de journaux collées au scotch de peintre. les vis prisonnières sont protégées au scotch. Les câbles sont également gainés de papier et de scotch de peintre. Les plaquettes de guidage des câbles de lacet sont emballées, ainsi bien entendu, que l'ensemble articulé latéral et la barre de commande de profondeur. Le guignol de gauchissement et son contrepoids bénéficient eux-aussi de protection.
Dernier volet de la protection: les zones de collage du fond et de la pare feu. Car évidemment, on va a voir besoin de se glisser par en dessous pour bien recouvrir l'intérieur de la cellule. On place donc une bande de scotch de peintre sur les tasseaux, traverses et tranches de cadres qui vont recevoir la pièce de fond.
Quand tout est prêt, on pulvérise un voile de peinture. J'ai choisi une peinture gris clair, à solvant acétone, "bois et fer extérieur", en bombe. En effet, bien qu'équipé d'un compresseur, je ne suis pas parti dans une pulvérisation au pistolet. Deux bombes et demi m'ont permis de protéger tout l'intérieur de la machine jusqu'à la limite des plaques de flancs en contre plaqué.
Voici le résultat [ 2 ] . Il reste un ou deux secteurs non peint car placés sous la protection. On fera des reprises au pinceau.
30 décembre 2017
Trappe dorsale pour mise en place et maintenance de la batterie.J'appelle le concepteur pour lui demander de valider la découpe d'une trappe dans la peau dorsale (car cette peau dorsale est travaillante). Je dresse un plan. La trappe est découpée à la scie à guichet (on fait attention, car toute erreur entraine des travaux importants à ce niveau!). En dessous on colle (résorcine formol) un flasque en CTP aviation de 4mm. La trappe est fixée sur ce flasque par 10 boulons à tête fraisée encastrés dans l'épaisseur de la trappe, venant se prendre dans des nylstop scellés sur la plaquette interne à l'époxy. Attention à bien soigner le serrage car cette trappe sera travaillante. On obtient une trappe structurelle ne présenant pas d'aspérité sur la face dorsale. C'est important car cette trappe est proche de la zone d'alimentation du plan arrière.
16 november 2011sale
Wood and glues are now available. Temptation is great to start immediately in the first step consisting in assembling sides pieces made of CTP 25/10 with the reference beams (back and belly) made of Pine 15x15. It is a strategic junction dimensionning the behavior of the fuselage. Under prescription of the manual coming along the blue print, I must use "resorcine formol" glue, delivered in the format of resine in a pot and hardener powder. Some other experienced builders use epoxy glue. As I decided to stick rigorously to the blue print, I'll use Resorcine Formol AERODUX-185, available in Friebe Luftfahrt Bedarf, in Germany (see "links" paragraph on this site). However, there is a problem: I never practise such kind of glueing...Consequently, it is out of question to jump on the 1st step directly. I will
- prepare parts for 8 testing samples (4 for transverse loads, 4 for longitudinal loads);
glueing these parts under the specifications provided by the technical document coming along the AERODUX products.Two sets of both types will be made in my workshop in which there is presently 12°C/70% humidity, and two others sets of both types will be prepared in my home in which I have 19°C/60% humidity. (I measured these values with a small meteo measurement system);
- test a sample "transverse/12°/70%", the other of the same type being archived as reference for potential future use, and doing the same with the set made at 19°C/60%;
- do the same with "longitudinal" sets;
All parameters and results will be quoted in the construction notebook and in the test notebook.
Refer to "TESTS" for the description of the test samples of both types and tests procedures.
I will consider myself able to realize these glueings only after having appropriate results obtained. And then, I'll engage the construction itself.
For glue preparation, I bought a small kitchen balance, gram precise, with maximum weight of 3kg (found in Darty for 17€). The technical document of AERODUX gives the following elements:
Storage time (5-25°): 18 months for resin, 36 months for hardener;
Proportion for preparation (weight): 10 parts of resin for 2 parts of harde
Life time "in pot" : 8h @ 10°C, 5h @ 15°C, 3h @ 20°C, 2h @ 25°C. (So, given the document, it is possible to work from 10°C);
Quantity of glue: 225g/m² on each face giving a total of 450g/m² (20°/65%);
"Open time" (from the begining of the spreading to the instant of joining the pieces): as short as pôssible (I understand "some minutes". The document precise that, in case of hard or dense wood, it is good to leave 5 to 10 minutes for the glue to impregnate before joining;
"Closed time" (from the instant of joining to the begining of pressure application) 2h30 @ 10°C, 1h30 @ 15°C, 1h @ 20°C, 30 min @ 25°C
Pressure application: It is explicitely precised that the glue must be slightly ejected on the sides of the area which are glued. I think that it is not necessary to press very hard, to ensure enough glue stay in the joint. The prescribed pressure, for "cold" glueing is 2-5N/mm², giving oughly 35kg/m². It appears that the duration of the pressure is critical: 12h @ 10°C, 6h @ 15°C, 4h @ 20°C, 3h @ 25°C. (I let english people to convert in their exotic measurement system).
During the Souricette Annual meeting, a discussion with Daniel and Benoît, who are also home builders, pointed out two points:
It is very important to allow enough time for the pressure application (they do 48h);
- It is suggested to remove the surplus of glue ejected of the join immediately after the pressure application, otherwise the glue dries in a brown material as hard as stone, difficult to remove.
To summerize, it is possible to work in acceptably cold environment, but whithout being in a hurry. The benefit is that the glue allow us enoughtime to work. And in any case, two entire days of pressure application should avoid any problems.
26 november 2011
Before preparing the sample , I started to cut the two side parts in multiply without problems. Having the drawing correctly done (the reference point of the bottom are obtained through perpendiculars from the back, which is the reference) I made the first step with a point. The second step is made with a cutter, in three or four passes for 25/10, and the part is properly separated.. It is important to take care of the direction of the wood fibers: tin case of drift or skid, they must tend to puch the trajectory outside of the piece, not inside.
For the curved lines, I used my jigsaw, cutting 5 or 10 mm outside of the line. I'll approach after glueing the rod in the same way than above, and I'll reach the exact cote with a small plane.
Anyway, it is highly pleasant to engage the construction itself after all these preparatory steps...
---------------------------------------------------
31 december 2011
Happy new year...This afternoon, I explored the issue of shaping the stick 15x15 in PO on the lower side of the fuselage. CBending with hand seems to be very difficult. The wood appear to be too stiff, and I was afraid of breaking the piece. I was wondering about the possibility to place it in hot steam (vids on You tube show spectacular results). A mail sent to a colleague which is more skilled than me (he is an cabinet maker. He answered "no".Steam is not very efficient on the pine. Furthermore, I'm at risk to loose the quality of the wood. So I'll work incold and dry conditions) from place to place with smallblocks in oak and screw-clamps. Due to the rather short "open time of the glue, I decided to make a test assembling without glue.
It was a right decisions, because I spend roughly half an hour, three time the "open time" of the glue...I started from the wrong side, from the front, which is more curved than the rest. Error. It does not work. The constraint is too high and applied on a too short part. It is better to start from the rear. I made 8 small blocks, in a dry piece of oak. The wood of the small blocks must be hard because they will be tightly screew on the mounting plate. The hole must be ovalized to ensure an appropriate position. Here is a small sketch.
I took reference on the points defining the curve of the lower part of the fuselage: the two first, in front, defined by precise dimensions on the blueprint, and the four other, obtained through measurement on the sketch and use of the scale. I started from the rear and progressing to the front from place to place, setting small screw clamps. The first block, on front side, is placed at the begining to give a hard point for bending. It becomes hard from the fourth block. AT the begining, some cm of space must be maintained between the stick and the block. Then the clamps are intercalated tightened, for exemple n° and 4, then n°3 and n°2 and 4 again, and so on. To finish, we apply the last effort with a push on the stick, along the main axis.
It is achievable without breaking anything (I decided to make this no glue assembling with a stick which has less high quality than the piece dedicated to the real assembling). To adjust the final dimension on the front I must insert a small slice of wood: The front block moved a little. I will have to ensure it will be strongly tightened during the real assembling.
When bended, the piece trends to rotate along its main axis, toward outside. It will be important to place enough screw clamps. (I built small clamps with wood and screws. Here is the final result. Here is a close view of the sysopposed positiontem in use. Here is a close view of the 15x15 stick. The quality of the wood is underlined (number of layer, linearity, homogeneity). For the two main sticks, the wood is absolutery strait, without any nodes. In my opinion, if the wood is not perfect, there is risk to beak it when shaping.
I'll let this assembling duriong a week in order to check if there is some permanent deformation usable to "prepare" the wood, if any.
I will have to process this shaping fast when glueing (my workshop is still too cold)...
28 march 2012
The temperature reached 15°C yesterday, allowing me to start glueing. THe glue is prepared (quantity, ratio and temperatures) accordingly to the technical document. I met two small problems I did not anticipate. First, the CTP seems to be very absorbent. It's better to be generous with the glue. Second, I prepared the exact amount of glue with respect of the parameter "450g/m²". I had absolutely no excess. It is better to prepare 10 to 15% in excess, which can be used to glue a sample for future validation tests, and to put on the surface of a small plate of ctp, in order to check the hardness of the glue, at the moment of realeasing the pressure (5 days planned). I remove the excess of glue which is ejected on the side of glueing plane. Furthermore, to avoid any unwanted glueing of the CTP with the working plan, I insert a sheet of cooking paper under the area of glueing. Here is the result.
The total time used to check any dimensions of the glued pieces, to cut the end of the reference stick at the appropriate angle, to prepare the tools, to have a further look at the blueprint, to prepare the glue, to assemble, to clean the tools to have it ready for the next session, lasted roughly one hour. That make me confident to have the first side ready in less than two months. It appears realistic to plan assembling of the fuselage during this summer.
Note: It is better to poor all dirty waters used for cleaning and objects messed by the glue in a dedicated can, and drop it into a specialized recycling servi
29-30 mars 2012
The two main sticks of the side are now glued, in particular this curved part which worried me so much. Braces and gussets only are remaining, a more simply business I guess. I plan to forward a further post regarding this issue, focusing on the tool I built to press in the midle of CTP( because I cannont drill holes to pass pressing tools) before entering the "3d phase" consisting in assembling sides on the frameworks. Here, I'll tazckle with glueing the curved stick.
During the dry tests, I saw that, starting from the curved front part, the positionning of the rear part which is rectilinear resulted in a worrying slight curve which is not consistent with the blue print, something unacceptable. If I start to built something which "look similar", I loose any chance to reach requested precision when I'll build the symetrical part.COnsequently to mandatory aspects point out:
- dimensionss;
- reference points which result from them;
Regarding dimensions, the designer is extremely clear: "All critical dimensions are quoted into circles, others have to me neasured on the draw (scale 1/10). Consequently, I oblige myself to be "inside the mm", a decision which underline the importance of measuring tools and light (plus glasses...).
Regarding the reference points, I must consider those defined by the dimensions, and others that I define from the draw: For instance, the point of transition from rectilinear part to curved part on the ventral rod. As a result, I defined a set of blocks of chock made of a very dry and hard oak very strongly attached to the mounting plane (bolts Φ8mm going through, with slices and screws), designed in a way which do not allo any sort of parasitic movement or drift. In that frame, the test made on 31/12 showed that the front block tended to move a little, obliging me to insert some additional pieces to reach the exact dimension. I replaced this system with a new piece of hard wood attached with two scews 60x5. I also remarked, still during these dry tests, that I lost time to find the screw clamp, to prepare it, or to find some unplanned necessary block and so on. Futhermore, I was anxious about the dimension, being afraid of a mistake. Such delay must be supressed, because I'll be engaged in a race against the "closed time" of the resorcine formal glue,which is specified as "as short as possible" (On my own, I consider a maximum of 15 minutes, possibly less in case of thin layer and absorbing wood). Consequently, I followed this sequence od steps:
{kind=link}
- HAVE A FURTHER READING OF THE BLUE PRINT;
- pointing all the reference points on the CTP;
- setting the blocks, each of them being adjustable by the mean of an oval hole allowing translation and rotation) and regulate them on the reference points;
- making a dry test:
- - starting from the rectilinear rear part;
- ensuring correct position on reference points.
- clamping, according elements presented in 31/12 post.
- taking care of the directions of the layers inside the wood (axis of curving effort perpendicular to the plane of the layers).
- fine tuning of all blocks, then ENERGIC CLAMPING OF THEM, then realising the rod.
Anything are now ready.
It is now time to prepare the glue. No way for a too small quantity: prepare enough, may be a little too much. No way, too, for running after a tool of something unprepared of forgot during the polymerization process. Every poistion of action must be carefully prepared.
At tha moment, I faced a difficulty. It is important to avoid that glue placed on the rod touch the CTP during the curving. The stick must be spaced a little from the CTP. I achieved that with some 70/Φ3mm nails with flat head, the heads being machined on one side. These nails are placed between the rod and the CTP. During the movement of the curving, the nails are carefully moved to accompany the rod, up to the end. In doing so, a very narrow part (1mm or so) is affected by the operation and the glue layers are intact before assembling.
- glueing the CTP with prescribed quantities;
- placing the nails;
- placing the rod on the rectilinear part and clamping it;
- curving the rod to place it against the front block screwed in the mounting plane. All the rod is placed on the nails. "Curving in the midle" is the last job to emain;
- curving consistently with elements posted on 31/12. Ensure that the nails follow gently the movement providing adequate space between rod and CTP. Tightening the clamp-screw moderatly enough to keep the curved shape, not too much to allow futur decent of the rod ton CTP;
- when the rod are in place, against the blocks, remove all the nails (put them in water to avoid the glue to harden);
- push vertically on the rod to apply it against the CTP. This movement is rendered possible by the moderate tightening of the "curving clamp screws";
- tightening these "curving clamp screws";
- placing and tightening the clamp screw "rod on ctp" until the glue start to go out of the glueing plane: this ensure that "open time was respected and confirm that the glueing operation were nominal.The glue trace, out of the rod, should be continuous.
(see the three main steps on the sketches on the french part)
I close this rather long post with some words regarding the so-called "book of construction". In the future, I'll embark my plane, and probably beforer me, the test pilot will do the same... Today, I made a structural part of that plane. I consider as essential, even critical, to document precisely my "book of construction". It is good to quote everything:
- the date and hours of the working session;
- temperature in the workshop measured at the begining of the session;
- characteristics and parameters of the materials used (glue...) and quantities prepared;
- duration of effective closed time and duration of tightening;
- individual reference of samples of material and glueing, if any, and results of corresponding tests;
- all remarks or comment you consider as useful: those you will be happy to read in the future operations;
At the moment of the test flight, you will show this book to the test pilot. He will appreciate the tracking of all steps and works done, and when embarking in the plane his concerne will not be related on the construction.
And so do I!
15 april 2012
The glueing of the rods has begun. Following the two references (up and down), I proceed with the pieces perpandicular to the up reference rod. So far, I adjust the end of the rods with a medium rasp. It is rather time consuming. I think that I'm gonna use an electric sanding machine as soon as possible.
That kind of glueing pose the issue of pressing in the middle of the ctp plane. I rely on two techniques:
The first one uses two small curved planks pressing on the rod to be glued. I apply forces at each end, against the curve with two screw planks. I improve the pressure by putting a small block in the middle, between the two curved planks. These curved planks come from a diagrid of a bed, made of multiply of 10 mm thick. They are really very strong. Here is the result. One imlportant remark: If pressure is too heavy on one side, the pressure is no more homogenous. It should even be possible to result in a zone of, say, 10-15cm long without any pressure applied on the glued rod. For that reason, I set a serie of small strip of paper between the rod and the planks. At the end, each of them must be trapped vigorously, otherwise the glueing is not good.
The second one is a little bit more sophisticated. I made a sort of metal bridge with a steel bar which is fixed on each side of the working table. Several screws apply pressure on the piece. The same remark must be considered: If a screww is too much tightened, the pressure become no homogenous. So, ensure that each screww is correctly tightened in order that each screw remain locked. No paper strips are needed. Each screw can be individually checked easily. Here is the result.
For both techniques, you can check that the pressure is appropriate by observing the glue being ejected on each side of the rod, in a shape of continuous small roll.
As usual, it is your responsibility to fill the construction book seriously and precisely.
The next post will tackle with the gussets.
06 june 2012
Assembling of the rods for the side is now finished. Only gussets glueing remain. On the internal side, in the front of the plane, they will grip the assembling of the ends of the rod in sandwich with the main plate. It will be the same at the rear part. On the central part, which is not covered by ctp, we will have gussets on both sides, with respect strictly paid to the designer's prescriptions. THese gussets are made of aviation-plywood of 25/10. THese parts are small but critical because they will transmit forces from a rod to another and doing so, allowing the whole structure to withstand the global load suffered by the fuselage when exposed to déformation caused by flight.
So, we must follow the dimensions, and it must glue hard, so it must glue well.
There is enough room to prepare the gussets in the falls from cuting sides in the 25/10 plywood. I measured the angles with a bevel protactor, and the circle is drawn with the help of a compass. I cut roughly 1 mm out of the line with a scroll saw and I make a final adjustment with sander. The gusset is then settled in place to check the precision, and adjusted again, the case being.
Similarly, the surface of contact must be perfectly plane. If not (It is possible to have glue remnant, or small difference of one teenth of mm in heigh) we feel that when the gusset is in place. One detect a very slight swing. In that case it is necessary to sand the surface. I made a small wood block, carefully adjusted to be plane, with a sand paper placed on it. Final result must be perfect. We should think about the particular places where additional parts will be placed later, and not glueing gussets there. Having a further look on the blueprint is requested. The position of the gusset is then marked with some lines to ensure it will be adequately pcentered.Theb, I glue the surface, generously (I prepared 24g of resorcin-formol for all internal gussets, except those which must be settled later). Similarly, I glue the entire internal surface of the gusset, whith a thin layer but firmy applied. It protects tha whole surface of the gusset and it ensure that all the surface in contact will have received glue.
I put pressure with staples through a small band of fibers commonly used for packing. Pressure will be applied 5 days. Hereis the result. On th
http://img1.imagilive.com/affiche/0812/DSC06787_.JPG.htm
e other hand, we have to quote that the gussets which will be placed on the external surface must be chamfered to ensure tha fabric used later to cover the fuselage will not see sharp angles.
That step ends the construction of the side. Having a look to my construction register, I totalize 78 days from the cutting of the two CTP parts , to the releasing of pressure on the last gusset. Regarding time, I worked effectively 36 hours during this period, including 4 dedicated to fabrication of tools (presses and marking gauge to trace the midle axis of 15mm rods), 1 hour dedicated to tests ( validation in traction of the wood used for the main rods, validation of glueing of main rod on side of ctp 25/10, validation of glueing at 15°C, and validation of distributed pressure on 8 points). Furthermore, no glueing were pressured less than 5 days (frequently 7 or 8). And finally 1 hour within these 36 was dedicated to unpacking, proof check and selection of the best rods for longest parts). I hope to make the second side by mid july. Main wood part of the fuselage should be finished before cold temperature arrive in my workshop, if any thing run properly.
05 august 2012
Fabrication of the second side.
The rear part of the first side is a little deviated from the place where the reference stick is not glued on the CTP, resulting in a small gap of 3 mm whith respect of the reference line. Luckily, the designer told me that this problem was without consequences. That's an advantage from having bought the blueprint officially!
In order to avoid any problem when setting the tail units, I must reproduce this small default on the second side to obtain it absolutely identical, otherwise, the top plate will be laterally inclined and real worries will arrive...
The two plate of plywood were reproduced from the first side used as a reference. They were sawn some mm out, and the exact line was obtained with a router equipped with a mill for copying (with a small ball-bearing). The router must be set up carefully on loosed parts. When all is OK, the result is perfect.
Then, I placed several blocks along the sticks and other place of the first side. These blocks are made of hard wood (I used Ash and/or thick plywood) and are vigorously screwed on the working table. Then I removed the first side and built the second into this system, taking the blocks against the reference. I did not used this method for the first side because I was not able to anticipate the exact shape of the curved rod. So the firts side was built "freely" without reference blocks. Furthermore,the cotes precised on the blueprint did not allow me to reproduce precisely this curved shape. If I should have to rebuilt this first side, I think that I should have glued the two main rods "freely" and then, placing strong blocks and finishing against the reference they should have provided. Having my construction book read again, I see that I checked regularly that everything was OK, but not enough in fact. I think that the slight deviation occured when I placed the inclined brices in the center of the structure. They should have pushed a little bi to much (I remember that the joins were extremely tight).
The construction of this second side ran very well, more quickly than the first one. I avoided a second error too: I glued all the gussets, inculded on the part where master couples were supposed to take place... Consequently, I was obliged to use my router again to cut the gussets whithout harming the 15x15 rods...After a very careful setting, I was successful (The plane went exactly within the glue join, OK... but...hem...I think I was lucky!)
The two sides are now completed and stored. I compare them by placing them exactly in an opposed position. I will not have problem [1] [2] [3] [4]. Everything is OK, in particuolar in front of the couples. Now, I have to built the top plate and the master couples before assembly, and doing so, entering in the 3D universe of ultralight home building!!!
10 september 2012
I found mandatory to think about each steps of assembly prior to realize it effectively:
- Sides are joined with frames which are glued on their vertical rods. On the top, a plate made of 12mm plywood come inside the two sides, at the level of the two reference rods. A second plate, also in 12mm plywood placed similarly with respect to the side, is also joined with front frame.This second frame transmits the efforts provided by the engine/propeller group.
- A "skin" made of 25/10 plywood is glued on the top, both on the reference rods of the sides and on the two 12mm plywood plates. This skin is made of two parts which are splice-assembled in order to obtain the adequate length (about 4,5m) which is longer than the plates I received (2.5m). All parts - except the "skin" are ready. The frames were adjusted with a router.
- The cuts in the corners are not made. I'll do them just before assembly, taking measurement at that time in case of small difference between "reality" and the blue print. I quoted that a measurement of 415mm on the fourth frame was missed, due to the curving of the rod: I obtained 420mm, a difference of less than 1%, but higher than the mm I tried to keep as the maximum admitted error. Ambition... Luckily, that measurement is not quoted as imperative by the designer.
- The (too) small booklet coming along the blueprint recommand to made the skin on the top with some additional margin in order to adjust perfectly with the sides. Then the main plate (plywood 12mm) is glued on it, making a guide template to place precisely the two sites. These sides must be perfectly perpendicular with respect to the frames which have been cut adecately in the corners...
Practically, I assume that difficulties will occur, very likely. So I decided to make a preliminary assembly without glue to explore the potential problems:
- A first challenge relies in the exact shape of the skin, which cannot be precisely anticipated, due to curvation. I'll place the sides on the frames with clamps and then, I'll copy the obtained shape on the skin which be adjusted by hands. I will have to ensure that the frames will remain strictly perpendicular with the longitudinal axis.train d'aterrissage
- A second category of problem will relies in all additional pieces I will have to place inside the fuselage (frames of the chair, reinforcement for the rear plane, reinforcement for landing gear, reinforcement for rudders, among others...). I would like to avoid drilling on the assembled fuselage, in order to redice the risks in case of bad gestures. For exemple, in the main frame, I think that it is better to prepare the assembly of it with the strong steel bar in charge of joining fuselage with wings. Problems on this vital part are not an option! Consequently, I'll have to realize this bar before.
So, the assembly is not for today.
5 octobre 2012
I started the realization of the "skin" of the back of the pfuselage, a trapeze of 4,6m length. The problem relies in the joining of the two pieces, due to the ength of the plates, which are delivered in 2,5m / 1,2m dimension. Cuts have to be very precise, so the pplates have to be strongly clamped. For the longer cuts, I use a flat ruler for upholsterer composed of a flexible stainless steel band, very convenient.
{kind=link}
{kind=link}
Everybody has an opinion about how to make such a joint. Several way exist. I decided to rely on the solution presented in the "flying pea" website which profide a fact sheet dedicated to the joining machine by J.P. Gaillard (document in french).
This view shows the general installation. As I do not have a support roller, I made a "T" with some rods and clamps. Here is a view of the machine, and the result obtained after the first step, and at the end of the process. tou can guide yourself with the draw formed by the different layers of wood and phenolic brown glue lines of the multiply. I should have better results with a specific frame firmly screwed on the drill table, instead of the wood board tentatively clamped. I think I will make this dedicated frame because I'll face this kind of joining building in the future for the wings.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
A little tip: at the end, you have a very thin and sharp bevel. Place it between to plate to avoid to spoil it.
{kind=link}
The final glueing is made with resorcine formol glue, with pressure. We have to ensure that the two parts do not slip. When the glued pieces arte in contact, each of them have to be maintained firmly with rod and clamps, the pressure being applied in place bty a mean or an other.
16 january 2013
Hole for the crossbar of stays
Now, we have to make a hole in each sides for positionning the crossbar on which stays will be fitted (see in "metal part chapter). To do so, we have to cut the external plywood with a cutter and cutting a notch of 6mm thick in B4 using a small scroll saw, after having carefully draw th lines to follow. We must take care of not hurting the main downside reference stick. The crossbar must touch the downside reference stick on each side. This crossbar will be nalso attached to C3 with screws. It must enter with significant friction and no moves are allowed when in place. We can adjust the dimensions of the hole with a file, if needed. During tentative positionning, it is careful to place a small piece of 12mm plywood to make sure that the crossbar is traveling right and to avoid some transverse effort from level effect, of nature to damage the sides. Here is a close view of the hole. Here is an external view of the result.
7 mai 2013
Test of dry assembly of the fuselage.
I come back to glueing operations, interrupted during the winter due to the temperature in the workshop. I reached 15°C, requested to operate resorcin-formol glue, on 2 may only... Consequently, it is essential to schedule work which does not involve glueing during winter, in order to avoid to loose too much time. I prepared C3 and its associated components:
- two aluminium small plates to rigidify, settled in "X";
- a small bar in pine, with a thick allowing the exact adjustment with the space existing between the retaining plates welded on compression bar (this bar is held by "8.8" class bolts);
- the tie bar shrouds (also held by "8.8" class bolts).
I cut the plywood plate "P1" aimed to take place in front, in up position, between the two sides. Before assembly, the cuts must be done to adapt the angles of squares with the reference rods with minimum loose. It is not as simple as it seems because the work is in 3D and planes are not perpendicular each others. We have to work very progressively. In fact I make a first cut, rather rough, with special saw and chisel, last steps being carefully made with grater and lime. THen it is possible to check the right adjustment of main square with the side and the main upper plate, and then checking the adjustment of the main sqare with the two sides. one can quote that the assembly is placed on several blocks having the same thickness, allowing theclamps to take place under. Similarly, the two other squares (mid front and back) are adjusted too.
It became possible tomake the first "dry assembly", ie without any glue. It is highly rewarding, because one can see the whole fuselage getting its final shape, providing a preliminary view and a personal idea of the future appearance. On that picture, one can observe that the fuselage is about right. The rear ends are are arbitrarily plucked to make the rear square working adequately in terms of assemblies with sides. For the final phase, I'll insert a symetrical plate with exact dimensions and all trhings will be fine.
Apparently, everything looks well. However, prior to start glueing, it is essential to define precisely the sequence of the different steps, quoting the duration of each of them, and assessing the different tools involved, particularly the number and size of clamps. ALl the home builders I met told me that several further clamps were missing... I will have to make assembly tools with threaded rods associated with curved plates constrained in straightening mode. From all that, it appears that two persons are requested to implement this glueing-assembly.